|
|
Post by 1dave on Dec 18, 2017 10:00:44 GMT -5
Careful with the fumes when welding.
|
|
|
|
Post by rmf on Dec 18, 2017 10:25:48 GMT -5
jamesp yes you are correct about the wing nuts. In my config each drum is seperate and prevented from rolling too far by a caster. It they were all on the same rollers together they would rub.
|
|
jamesp
Cave Dweller 
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 18, 2017 11:43:43 GMT -5
jamesp yes you are correct about the wing nuts. In my config each drum is seperate and prevented from rolling too far by a caster. It they were all on the same rollers together they would rub. 4 on this set and 3 barrels on the lower set(not shown). One motor. |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 18, 2017 12:01:15 GMT -5
Careful with the fumes when welding. Indeed. Polyethylene is by far the safest of plastics. No where near as dangerous as PVC. But do use good ventilation. I used the hood fan on the oven. Very little if any smoke. PVC has some serious fumes and black smoke. |
|
Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 18, 2017 12:19:20 GMT -5
How did you align the two pieces during the mating procedure?
|
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 18, 2017 15:10:06 GMT -5
How did you align the two pieces during the mating procedure? By eye. But it is easier than what you would think. The plastic is soft about 3/16" down into the face being connected. So you can stick them together close to target gently till they stick; then quickly shift them to collinear. You have about 15 seconds before bearing down hard. That stuff does not set fast like a metal weld. Holds heat for a long time. Especially if you heat it up slow and deep. You can grind a relief for the weld and align on and angle iron too(suggested): 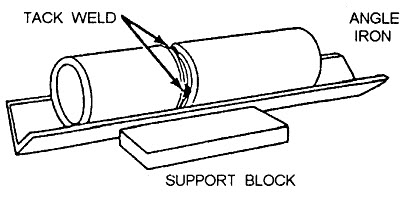 |
|
Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 18, 2017 15:39:18 GMT -5
Ahhhhh... The angle iron trick. I know it well, Master James.
Seriously, well done.
|
|
Wooferhound
Cave Dweller
Lortone QT66 and 3A
Member since December 2016
Posts: 1,423 
|
Post by Wooferhound on Dec 18, 2017 17:59:20 GMT -5
Replace the wingnut with a hex nut
|
|
|
|
Post by Rockoonz on Dec 18, 2017 21:20:05 GMT -5
I worked briefly for a vacuum former, safety procedure for a fire was GTFO due to toxic stuff.
I think it was probably the styrenes more than the PE though.
|
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 18, 2017 22:16:45 GMT -5
I worked briefly for a vacuum former, safety procedure for a fire was GTFO due to toxic stuff. I think it was probably the styrenes more than the PE though. Styrene burns with a thick black smoke like rubber, and very poisonous. I was told PE puts out mostly steam and limited toxicity. |
|
|
|
Post by toiv0 on Dec 18, 2017 22:19:33 GMT -5
We used that same pipe (8 inch) to pump a slurry of sand and water up 40 to a vertical classifier. Water at 2000 gal a minute mixed with sand at a little less than 0ne ton per minute. It took almost 1 month for the 90 degree bend at the very top to become old faithful. I have to investigate what the mines are using to pump their slurry.
|
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 18, 2017 22:22:59 GMT -5
Mostly 3/4" HDPE. Most long slender cuts 8 to 12 inches were $20. Enough for 6 to 10 end or reducer caps. Much cheaper than PVC fittings or HDPE fittings by long shot. Local used kitchen supply store. must be a dozen in Atlanta.  |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 18, 2017 22:26:30 GMT -5
We used that same pipe (8 inch) to pump a slurry of sand and water up 40 to a vertical classifier. Water at 2000 gal a minute mixed with sand at a little less than 0ne ton per minute. It took almost 1 month for the 90 degree bend at the very top to become old faithful. I have to investigate what the mines are using to pump their slurry.[/quote] Slurry at fairly high pressure is hard duty Billy. Here is some abrasive comparisons of mine slurry pipe materials. ultra high molecular weight polyethylene is boss. 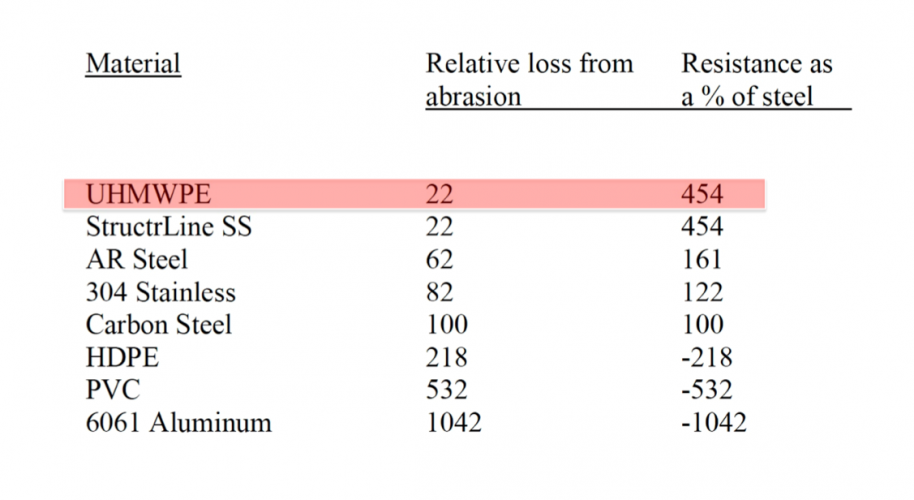 |
|
|
|
Post by youp50 on Dec 18, 2017 22:27:14 GMT -5
We used that same pipe (8 inch) to pump a slurry of sand and water up 40 to a vertical classifier. Water at 2000 gal a minute mixed with sand at a little less than 0ne ton per minute. It took almost 1 month for the 90 degree bend at the very top to become old faithful. I have to investigate what the mines are using to pump their slurry. Built a new one a few years ago. Rubber lined steel pipe, open impeller centrifugal pumps, outside of the building the pipe transitioned to hdpe. The steel pipe was preferred because it will hang. The hdpe was layed on the ground. |
|
notjustone
spending too much on rocks

Member since January 2017
Posts: 426
|
Post by notjustone on Dec 19, 2017 0:16:22 GMT -5
We used that same pipe (8 inch) to pump a slurry of sand and water up 40 to a vertical classifier. Water at 2000 gal a minute mixed with sand at a little less than 0ne ton per minute. It took almost 1 month for the 90 degree bend at the very top to become old faithful. I have to investigate what the mines are using to pump their slurry. Slurry at fairly high pressure is hard duty Billy. Here is some abrasive comparisons of mine slurry pipe materials. ultra high molecular weight polyethylene is boss. I'm coming up on 1 yr (feb) of tumbling with my 3/8ths uhmw caps using bulk sic. on my load end removable cap ill be lucky if I have 1/32 wear. [/quote] |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 19, 2017 7:00:09 GMT -5
Never looked into uhmw. Did it cut easy on a lathe ? That wood tumbler. Wood pulleys. Maybe a wood barrel one day ? Lignum Vitae submarine prop shaft bearings:  Do you have a full diameter cap on the load end ? Not sure which wears faster, the shoulders of a bell type reducer or the center of a full diameter flat end. Either way those two places are the first to go notjustone. I made my first sch 40 6 inch barrels about 24 to 30 inches long arbitrarily. The end cap kept wearing thru so I would cut it off and glue another. Barrels kept getting shorter by 4 inches about every year till the pipe got to short. |
|
|
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 19, 2017 9:26:26 GMT -5
I have a flange screwed to the pvc with an opening that the flat cap mates to with wingnuts to tighten. I cut them with a router and dremel. but it does turn very easy.
View Attachment I get it. I see your design and nicely done. How many of those barrels are you running ? 8 inch sch 40 PVC ?  |
|
notjustone
spending too much on rocks
Member since January 2017
Posts: 426
|
Post by notjustone on Dec 19, 2017 9:50:42 GMT -5
I have a flange screwed to the pvc with an opening that the flat cap mates to with wingnuts to tighten. I cut them with a router and dremel. but it does turn very easy.
I get it. I see your design and nicely done. How many of those barrels are you running ? 8 inch sch 40 PVC ? 8 inch cant remember sch about 3/8ths thick wall iirc. 4 barrels 1 6" long 2 7 inchers and an 8. don't ask why the different sizes lol.  |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,159
|
Post by jamesp on Dec 19, 2017 11:42:18 GMT -5
This is my favorite tumbler ever posted. And I have seen many. Renascence/vintage comes to mind.  Check this out John, hot air gun(2 speed Wagner paint stripper). Hot air welded piece of white HDPE to black HDPE. Heated the black first for about 100 seconds, then the piece of white. Pushed the white down with the flat of a kitchen fork. That ain't going anywhere. Hot air gun is effective way to weld HDPE. Would be easy to weld a end cap to the inside of a pipe. If you put the end cap 1/4" inside the pipe you can heat the edge of the pipe and with a putty knife roll the edge of the pipe over the end cap for a funky but very strong weld. When the black goes glossy it is ready to stick.  Hot air gun weld to left, fry pan weld is center bond  |
|
























