Welcome to the Rock Tumbling Hobby Forum where we share a love of rocks and a sense of community as enduring as the stones we polish.
The RTH Forum of www.RockTumbling.com is an Amazon Associate site and we earn money from
qualifying purchases you make after clicking on our links such as this
Rock Tumbling Supplies on Amazon
link for instance, or any of our various product ads and banners. By clicking our links every time you begin your Amazon shopping
experience, you are generating a bit of revenue for the forum which helps us cover our expenses. Thank you for your support!
If you cannot see Amazon ad banners directly below this text, please whitelist this site in your ad blocker(s). The ads below have been hand-selected for relevant content, and your patronage directly benefits this forum community, thanks!
Post by mgroothuis on Jan 27, 2024 17:25:18 GMT -5
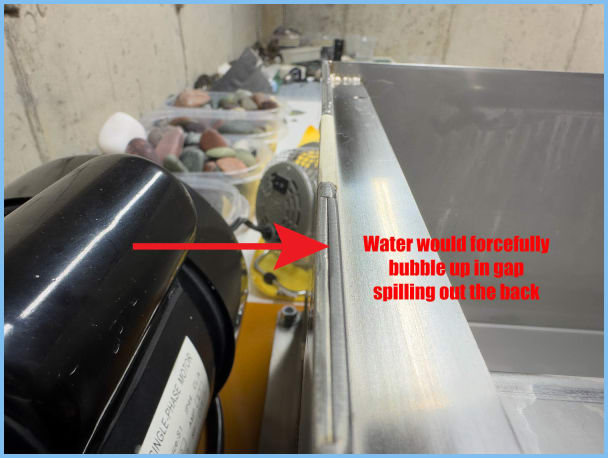
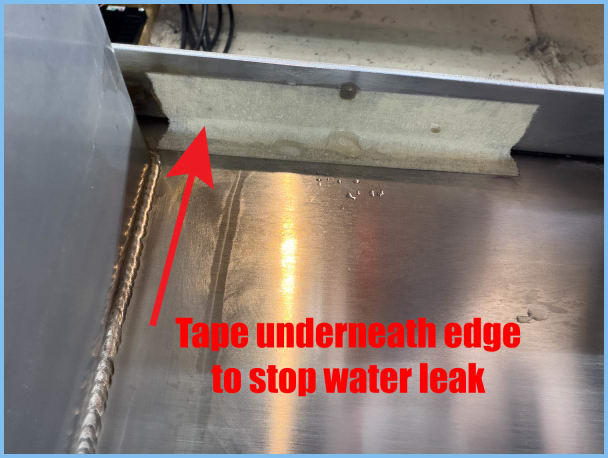
The saw arrived a couple days ago after months of waiting. It's a friggin' beast at nearly 75lbs. After prepping the workstation and firing it up, my entire workbench area was flooded after about 10 minutes. Either there's a flaw in mine, or there's a design flaw that forces water up between the stainless steel edge gap as the saw spins. It was a simple fix with a couple pieces of tape inside and out, but it leaves me a little sour. After the "fix" it cut great and seems to be really well-built.
I'm glad I wasn't using oil. That would have been a mess.
I'm sorry the design was giving you those problems...
I'm glad you were able to be savvy enough to fix the issues!
Favorite Quotes: "It always seems impossible until it is done." - Nelson Mandela "Life becomes easier when you learn to accept the apology you never got." - Robert Brault "You can't wait until life isn't hard anymore before you decide to be happy." - Nightbirde (RIP 2/19/22)
I strongly suspect that you had way too much water in the tank causing it to throw too much water. Consider the rule of adding water while the saw is running and just enough to have the blade throw a minimal line of coolant in front of the blade. If it goes to the vertical splash guard at the front of the saw, its too much; if it goes to the floor its too much. You can add a bit of flashing so water coming off of the botttom of the saw table, runs bu and not into the slot at the back of the saw, but controling water amount in the tank is much easier. Your results are common when folks are first learning the characteristics of saws.
Tom Combining bicycles, trailbikes, hiking, and rockhounding as a justification for enjoying the fresh air of New Mexico.
I strongly suspect that you had way too much water in the tank causing it to throw too much water. Consider the rule of adding water while the saw is running and just enough to have the blade throw a minimal line of coolant in front of the blade. If it goes to the vertical splash guard at the front of the saw, its too much; if it goes to the floor its too much. You can add a bit of flashing so water coming off of the botttom of the saw table, runs bu and not into the slot at the back of the saw, but controling water amount in the tank is much easier. Your results are common when folks are first learning the characteristics of saws.
Possibly. I had the blade edge submerged in about 1/4-3/8" of water. Just enough to keep the diamond edge wet. You are correct that I did not add water while the blade was spinning.
Water level would definitely be a factor. Also, does the top lay perfectly flat on the tub? Wondering if the welds for the blade guard didn't introduce a slight warp upwards to allow a little extra gap there. You could check with a straight edge, or just press down with the lid in place to see if it will move down a little. The welds on the tub or a bit of splatter might also hold a gap open there. If the lid is not completely flat it may be possible to carefully flatten it upside down with a small block under the high spot, going very slowly and checking the rest of it for flatness every step of the way. A very thin gasket cut from rubber sheet is also an option. My very old cast aluminum HP trim saw has a gasket glued to the lid, works good.
“You preachers of equality, the tyrannomania of impotence clamors thus out of you for equality: your most secret ambitions to be tyrants thus shroud themselves in words of virtue. Aggrieved conceit, repressed envy—perhaps the conceit and envy of your fathers—erupt from you as a flame and as the frenzy of revenge.” —Friedrich Nietzsche
Water level would definitely be a factor. Also, does the top lay perfectly flat on the tub? Wondering if the welds for the blade guard didn't introduce a slight warp upwards to allow a little extra gap there. You could check with a straight edge, or just press down with the lid in place to see if it will move down a little. The welds on the tub or a bit of splatter might also hold a gap open there. If the lid is not completely flat it may be possible to carefully flatten it upside down with a small block under the high spot, going very slowly and checking the rest of it for flatness every step of the way. A very thin gasket cut from rubber sheet is also an option. My very old cast aluminum HP trim saw has a gasket glued to the lid, works good.
It's actually not from the lid, it's the gap between the metal ridge.
I know you didn't show it here with the hood, but did you get the hood with it?
Yessir. It fits pretty good, but the leak is behind the hood shown here:
Maybe this really is all my error, but you can see the water bubble up. I poured water into the reservoir for another test run here. The blade is roughly 1/2" into the water in this photo. Too deep?
PS. great YouTube channel. I've been checking it out for a few months now.
Last Edit: Jan 28, 2024 20:02:20 GMT -5 by mgroothuis
The video does help a lot to show what's happening here, could it poor fit between the two pieces of metal?
There's really no reason to fill the resevor of a saw beyond just covering the cutting surface of the blade. As an example, if your blade has 1/2" of sintering on it, then filling the saw up so it just covers that is good.
Some manufacturers will say otherwise and to add less coolant. Even going back to the 1950s in books like Gem Cutting by John Sinkankas he recommends 1/4" or more of coolant going up the blade. Covington says, "Koolerant should be poured into the tank until the surface level comes up about 1⁄4” and Lortone says "Fill the coolant tank with lapidary cutting oil or water until coolant covers approximately 1/4” of the blade rim". I think this is just a standard answer that has kept getting repeated without thinking it through much.
The video does help a lot to show what's happening here, could it poor fit between the two pieces of metal?
There's really no reason to fill the resevor of a saw beyond just covering the cutting surface of the blade. As an example, if your blade has 1/2" of sintering on it, then filling the saw up so it just covers that is good.
Some manufacturers will say otherwise and to add less coolant. Even going back to the 1950s in books like Gem Cutting by John Sinkankas he recommends 1/4" or more of coolant going up the blade. Covington says, "Koolerant should be poured into the tank until the surface level comes up about 1⁄4” and Lortone says "Fill the coolant tank with lapidary cutting oil or water until coolant covers approximately 1/4” of the blade rim". I think this is just a standard answer that has kept getting repeated without thinking it through much.
Thank you for the kind words about the videos.
I hope you find a solution to this.
I'll definitely use less water from now on, keeping it to around 1/4 in every time. When I first had the problem, I was using the clear dome. With the dome on, that little hole you see in the edge (in the video) is plugged, forcing much more water thru the gap in the metal spilling out the back of the saw. I should have made a video showing that, but didn't think of it at the time.
The tape does work to stop the bubbling rather than filling it with silicone or something.
The verbage below was copied from the instructions for the Raytech 10" saw. The part about extra deep coolant is for someone abusing blades.
Filling the Saw To determine the correct amount of coolant to add, simply pour the coolant slowly onto the saw table while the saw is running. The correct fill level has been reached when a steady stream flies off the blade and hits the table in front of the blade. When making deeper cuts with the thin blades, a much deeper immersion up to about 1-1/2” will reduce the blade distortion from heat and greatly improve the quality of the cuts and the blade life. On start-up, the deep immersion will cause the blade to throw an excess of oil, but this effect will disappear when the blade is up to speed
Tom Combining bicycles, trailbikes, hiking, and rockhounding as a justification for enjoying the fresh air of New Mexico.
Guess I misunderstood, when I said top I was referring to the deck surface that the blade comes through, not a plastic top. So water is making it between those 2 allgedly welded together pieces, like made in China. They could have at least lined the weld up with the place the spray hits. If there is a flux compatible with whatever grade of "stainless" that is, sweating a little solder between them would be permanent, but maybe silicone will do it. The tape you're using does the same thing though. With that saw I doubt you even need 1/4 inch of coolant over the blade, one typical trim saw issue that Lortone saws addressed, and John copied was not enough coolant due to a narrower tub. The idea of 1/4" or more is that once it's running some of the water is on the saw deck that hasn't run back down yet so the water level gets significantly lower. They have a nice wide tub and a decent coolant volume, so just enough liquid to produce a line of spray and a nice drip off the front of the guide is sufficient. BTW for anything over 6 inches I really recommend at least a good aqueous cutting additive like smokeys or the DP stuff, straight water doesn't cool or lubricate well.
Last Edit: Jan 29, 2024 18:31:23 GMT -5 by Rockoonz
“You preachers of equality, the tyrannomania of impotence clamors thus out of you for equality: your most secret ambitions to be tyrants thus shroud themselves in words of virtue. Aggrieved conceit, repressed envy—perhaps the conceit and envy of your fathers—erupt from you as a flame and as the frenzy of revenge.” —Friedrich Nietzsche
Post by stardiamond on Jan 29, 2024 20:52:24 GMT -5
It is unavoidable to not buy Chinese manufactured products. I was watching the mini series 'Blackberry' and the company was reluctant to move manufacturing to China. They did and all the phones were defective.
They could have at least lined the weld up with the place the spray hits. If there is a flux compatible with whatever grade of "stainless" that is, sweating a little solder between them would be permanent, but maybe silicone will do it. The tape you're using does the same thing though.
BTW for anything over 6 inches I really recommend at least a good aqueous cutting additive like smokeys or the DP stuff, straight water doesn't cool or lubricate well.
I couldn't agree more. That's what seems the most annoying. It could have easily been avoided if the weld aligned with the blade, no matter the water depth.
I'll look into your cooling recommendations. On larger cuts, especially without using the vise, it get's a little "jumpy". It's like the blade is struggling a bit. Plus, it's hard to hand-hold a cut perfectly straight.
Lots of good advice in here. Much appreciated, from everyone!
It is unavoidable to not buy Chinese manufactured products. I was watching the mini series 'Blackberry' and the company was reluctant to move manufacturing to China. They did and all the phones were defective.
Agreed, but I can still whine about it, and I will. I can't even imagine how hard John and Sherman have to work, micromanaging every step of the operations over there, just to get a marginally acceptable product off the lines. I got to see some of the first absolutely horrible "show demo" machines in Quartzsite when they were starting up, and then last summer looked at 2 new saws a friend bought from them, and what they have done is pretty amazing. But the reports of that one that slipped by their QA still come in, of course from my 40 plus years in manufacturing I know the screwups are often all the feedback you ever get.
Last Edit: Jan 30, 2024 13:46:54 GMT -5 by Rockoonz
“You preachers of equality, the tyrannomania of impotence clamors thus out of you for equality: your most secret ambitions to be tyrants thus shroud themselves in words of virtue. Aggrieved conceit, repressed envy—perhaps the conceit and envy of your fathers—erupt from you as a flame and as the frenzy of revenge.” —Friedrich Nietzsche
mgroothuis some people just add a little borax as a wetting agent for the water, anything non toxic will help. As far as hand cutting, especially when it's a larger piece that doesn't have a flat surface to lay on the saw deck or an easy place to grip, after over 15 years doing it I still struggle and too often my cuts still look hacked much of the time and I have bent a blade in the last year, fortunately just a thin 4 inch blade.
“You preachers of equality, the tyrannomania of impotence clamors thus out of you for equality: your most secret ambitions to be tyrants thus shroud themselves in words of virtue. Aggrieved conceit, repressed envy—perhaps the conceit and envy of your fathers—erupt from you as a flame and as the frenzy of revenge.” —Friedrich Nietzsche
This space is for temporary chat only and all posts drop off automatically and are not saved.
Members with real questions or comments that need an actual response, please post on the main forum - not here! Casual PG-13 posts only, no politics or religion please!
RickB: Surf's up - Pastrami on the hoof
Nov 13, 2024 16:44:09 GMT -5
*
Wooferhound: I make my Sandwiches without the Bread
Nov 14, 2024 12:56:46 GMT -5
amygdule: I like my meat warmed to Body TempoF... Then wrapped with a slice of Cheese
Nov 14, 2024 18:17:57 GMT -5
*
rocknrob: That was one heck of a windstorm that thankfully missed me. I guess Seatac almost hit 60mph gusts. I bet those were some fun landings
Nov 20, 2024 21:55:16 GMT -5
rocknrob: I'll always love my pet rock, he's such a geode boy.
Nov 22, 2024 9:27:33 GMT -5
Welcome to the Rock Tumbling Hobby Forum where we share a love of rocks and a sense of community as enduring as the stones we polish.
The RTH Forum of www.RockTumbling.com is an Amazon Associate site and we earn money from
qualifying purchases you make after clicking on our links such as this
Rock Tumbling Supplies on Amazon
link for instance, or any of our various product ads and banners. By clicking our links every time you begin your Amazon shopping
experience, you are generating a bit of revenue for the forum which helps us cover our expenses. Thank you for your support!