QuailRiver
fully equipped rock polisher

Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 30, 2018 15:03:43 GMT -5
I have a couple of retired pals who are dedicated rock hounds and are trying to get into lapidary work. I'm confident they will stay in the hobby, but they are limited on cash to buy equipment so that stops them from fully enjoying it. There is no way they could afford something like a Cabking, etc, but I would really like to see them get set up with a minimum outfit that will serve them nicely. They are not mechanically inclined enough to build a cabbing machine, but I am. I just want ideas on what equipment you deem to be most useful and necessary. I've looked at threads on building cabbing devices, but some tend to have many wheels or features that may not be absolutely necessary. If you had to minimize your equipment what would you keep? I seem to remember that bobby1 uses a simple system that is effective. Advise? The easiest least expensive way to get started in Lapidary...  A used 6" B&I GemMaker. These were sold by Sears and other retailers for nearly four decades. There are thousands of them sitting around in basements and garages. Just need to keep an eye out on Craigslist, eBay and local auctions. They turn up frequently. The outfit pictured above sold online for $150 with everything needed to get started except the motor and a heat source for dopping. The motor required is a standard 1/3hp continuous duty, 1725rpm general purpose motor which is one of the most common electric motors ever made and can purchased new for around $100. And are pretty easy to find used at farm auctions, industrial auctions and flea markets for around $20. And an alcohol lamp and tin can, or an old used coffee maker warmer, or electric frying pan can be use for a cheap heat source for dopping. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 28, 2018 23:55:10 GMT -5
Sorry but we won't be making the trip this year. Hope all of you have a GREAT time, find lots of A++++ material, and take lots of photos to share with the rest of us!
Larry C.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 19, 2018 5:01:35 GMT -5
Too often I find that I do not have the proper proportioned templates to best take advantage of a nice patterned agate or scenic jasper slab so I've started using my scanner/printer along with Microsoft Paint software and Microsoft Office Picture Manager to make custom proportioned templates for cabochons and thought I would share how I've been doing it. I'm not sure if anyone has covered this here before and there are probably other softwares available that this can be done better with. But since MS Paint and MS Office Picture Manager came preinstalled with Windows 7 on my HP desktop that is what I am working with. Am also using a lower-end HP Photosmart 6520 series printer/scanner. Here is a step-by-step tutorial. I've used red stars imposed on the accompanying screen-shot images to denote which boxes to click for most of the steps using the software and printer/scanner that I have. Obviously those using a newer or different system will have to take a different approach but maybe this will help get you started. Step 1: Place your slab on your scanner window and cover entire scanner bed and slab with a piece of fabric to contain light and reflections. Step 2" From the main "Windows" menu open the Print/Scan window and select "Scan a Document or Photo". Then select "JPEG Photo To File". Then "Scan ". 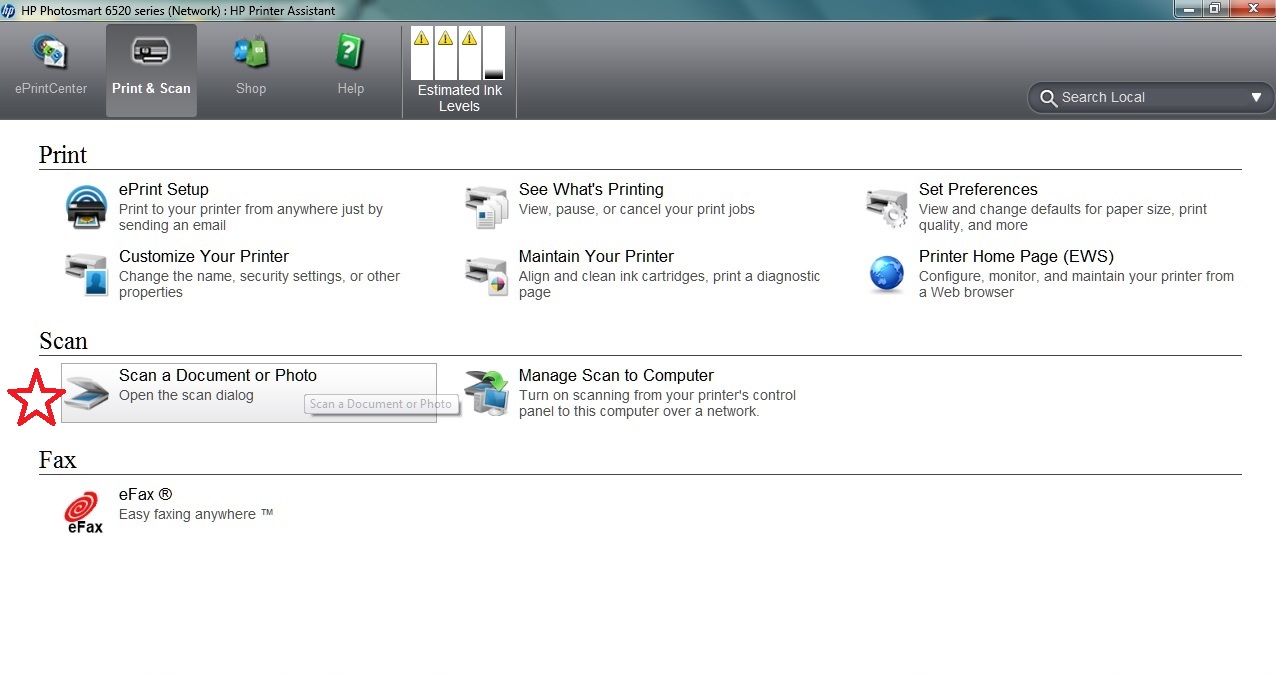 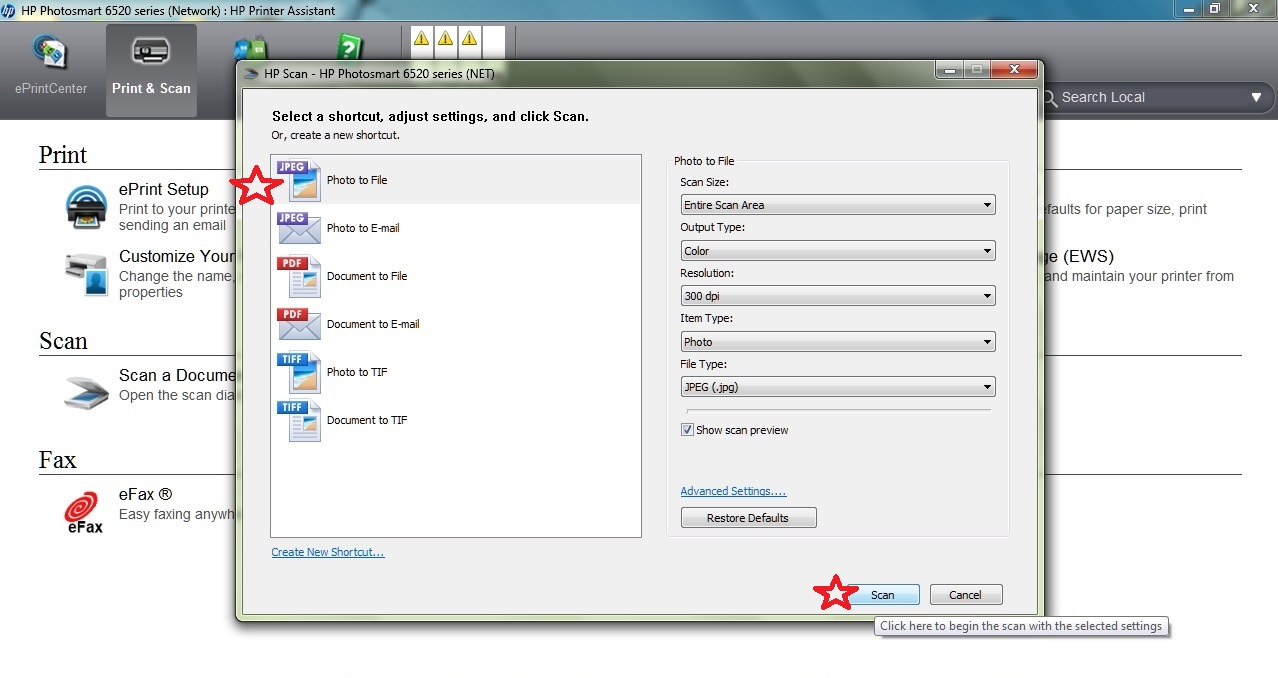 Step 3: Once image has scanned correct brightness and contrast and then give the scan a name and "Save" to the selected folder of your choice. For this demonstration I have named my scan "RedLagunaLace1" and saved scan to "My Pictures" in a created file entitled "Slabs". 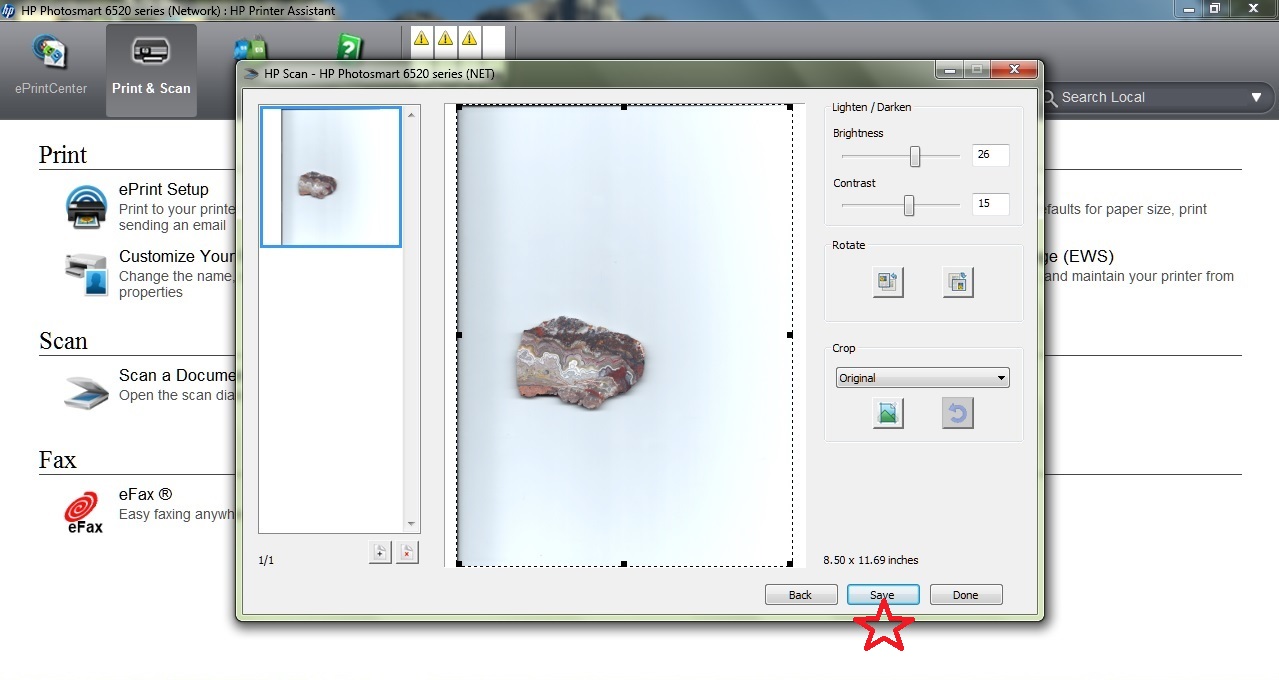 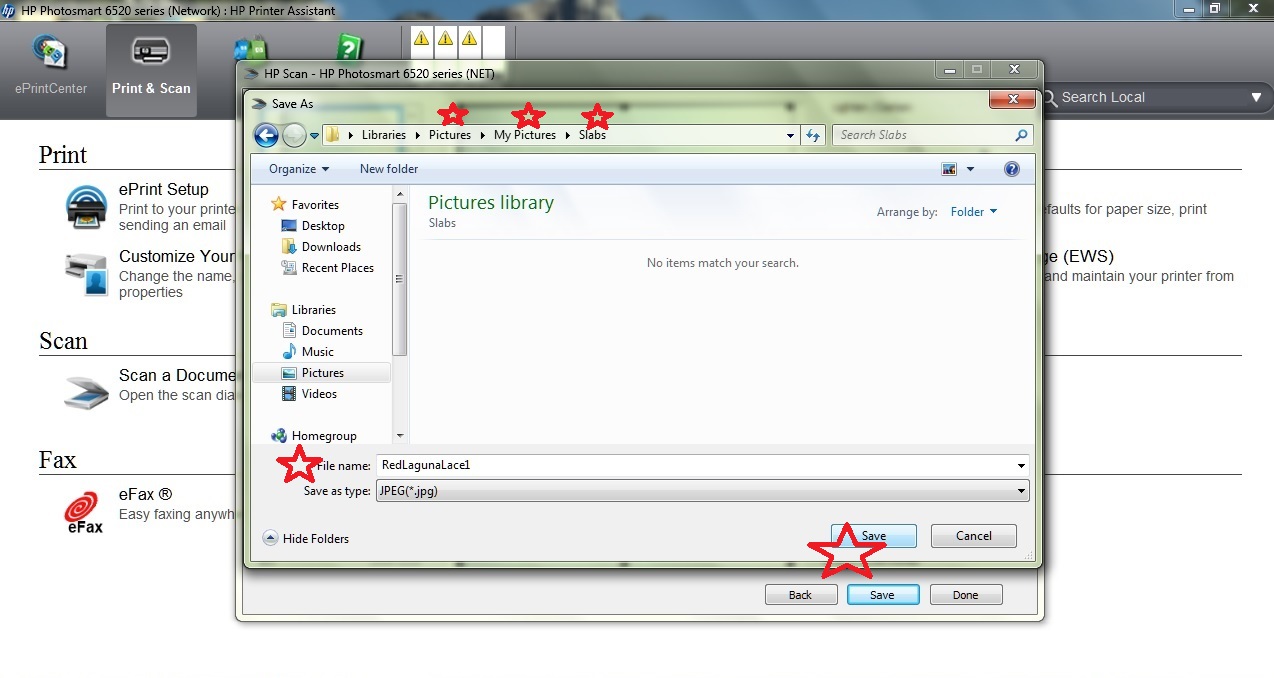 Step 4: Then go to the file the scanned image is saved in and right-click on the scan. In the drop down box select "Open With", and in the second drop down box select "Microsoft Office Picture Manager". 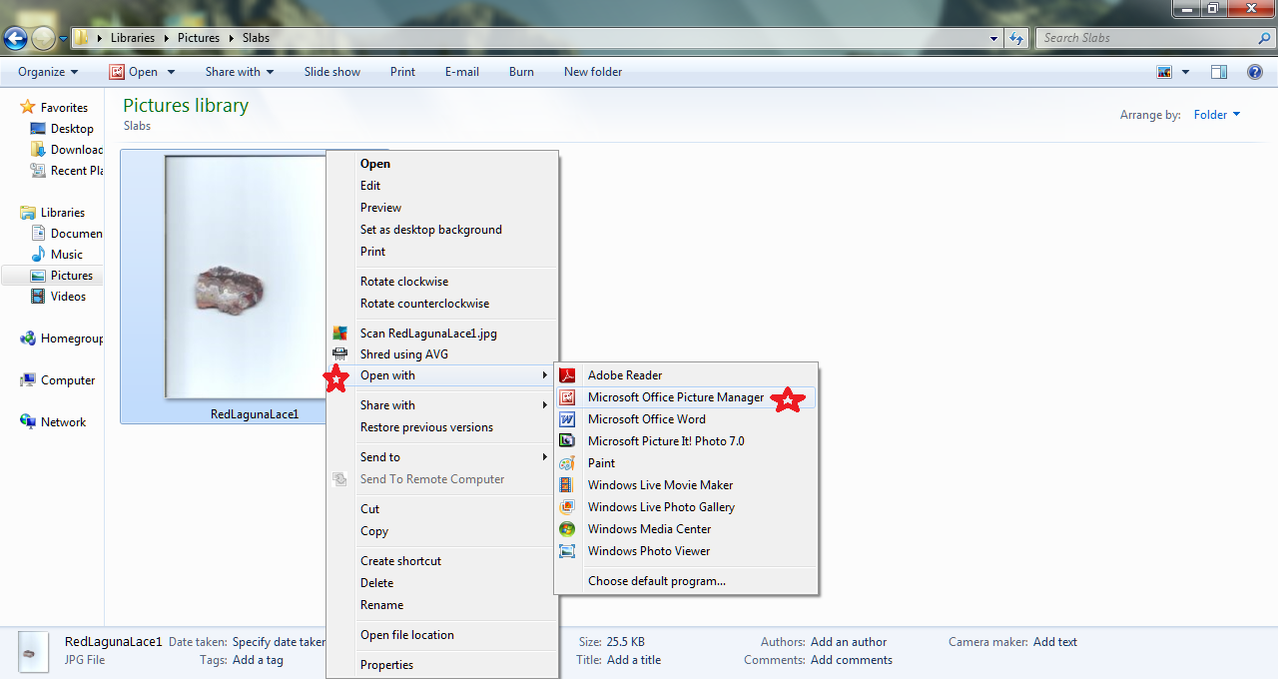 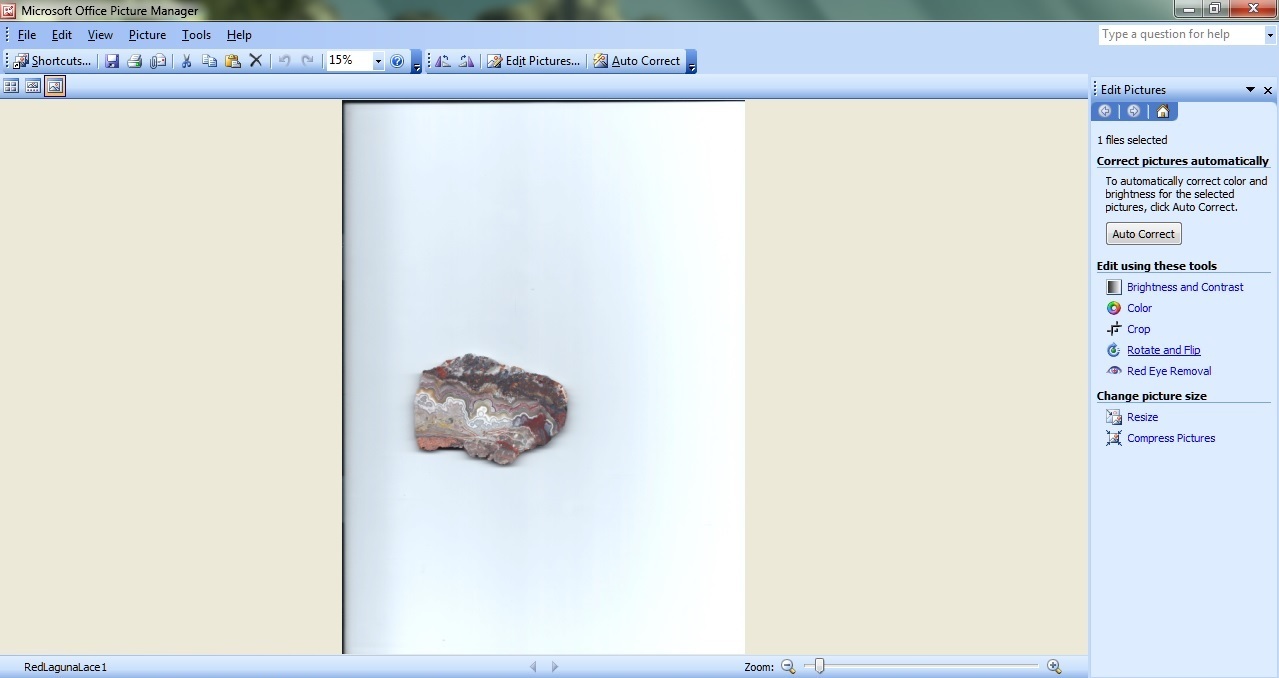 Step 5: In Microsoft office Picture Manager right click on the scan image and then select the "Edit Pictures" function in the drop down box, and then select "Rotate and Flip" in the "Edit Pictures" tool box in the right column. 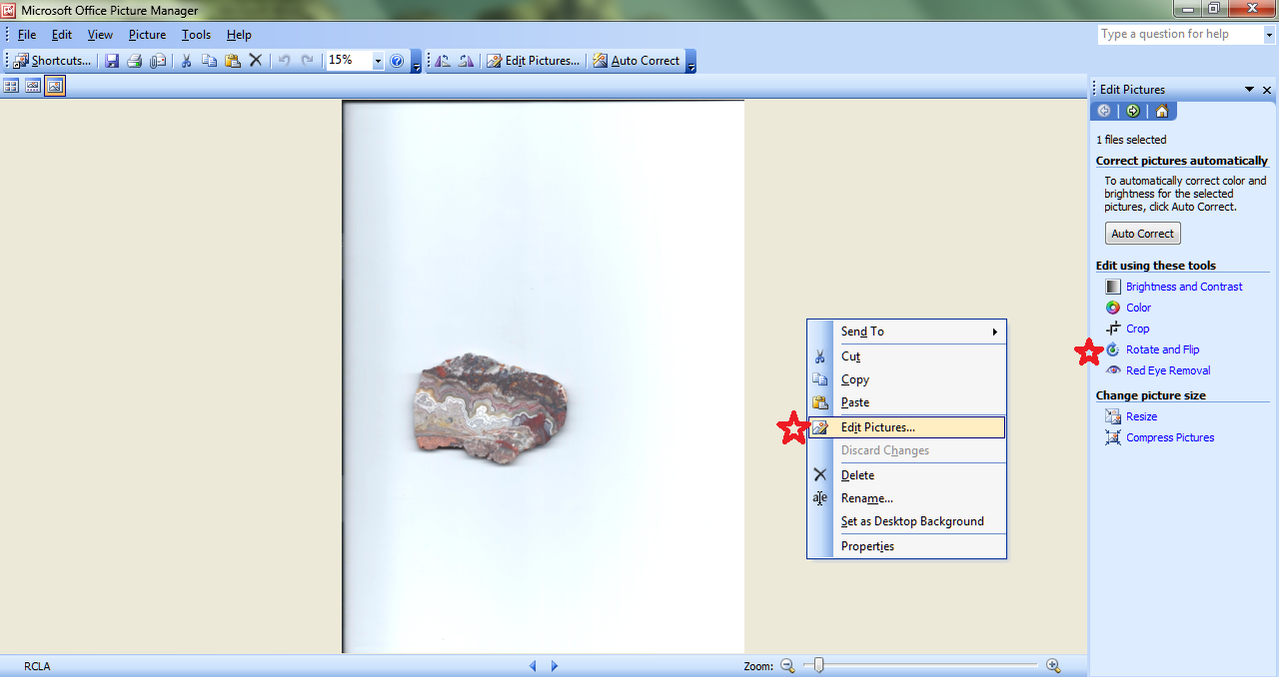 Step 6: MS Paint's template shapes only operate in two planes so use the "Rotate and Flip" functions of MS Office Picture Manager to align your scanned slab image to the vertical or horizontal position best suited for your desired shape. After having done so do NOT crop the image at this stage but rather save it in it's current form and exit MS Office Picture Manager. 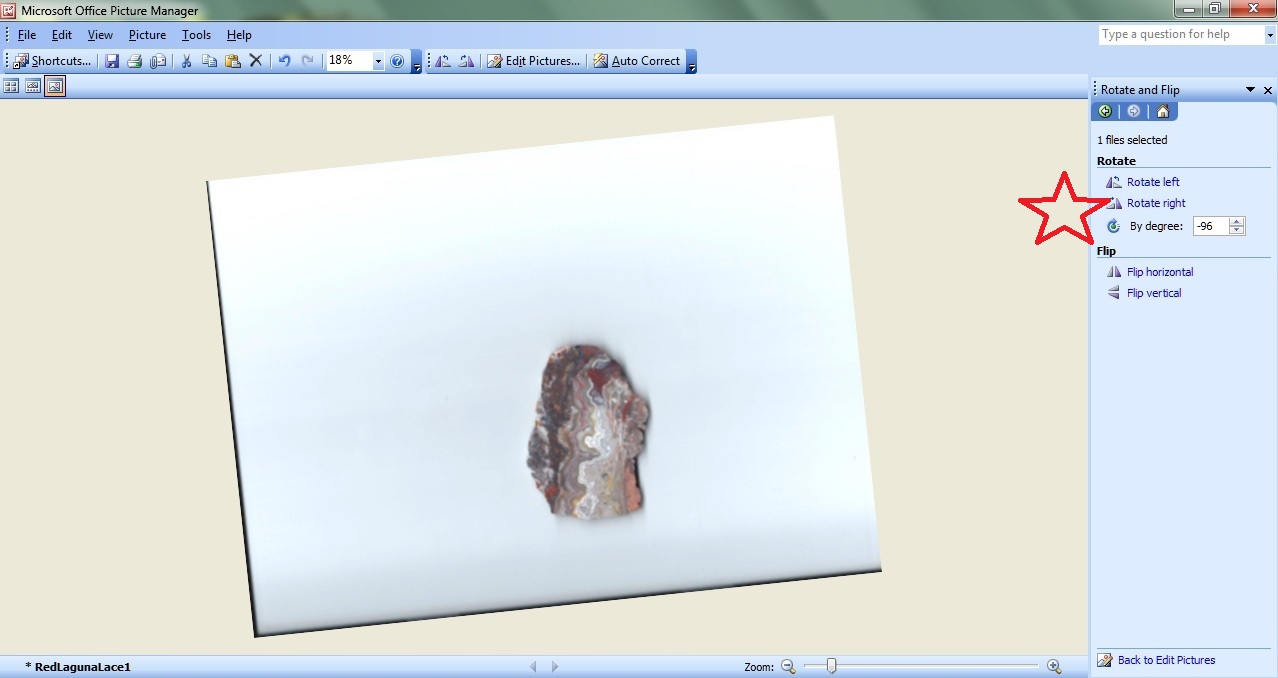 Step 7: Now return to the file containing your scan image and right-click on the image. In the drop down box select "Open With", and in the second drop down box select "Paint".  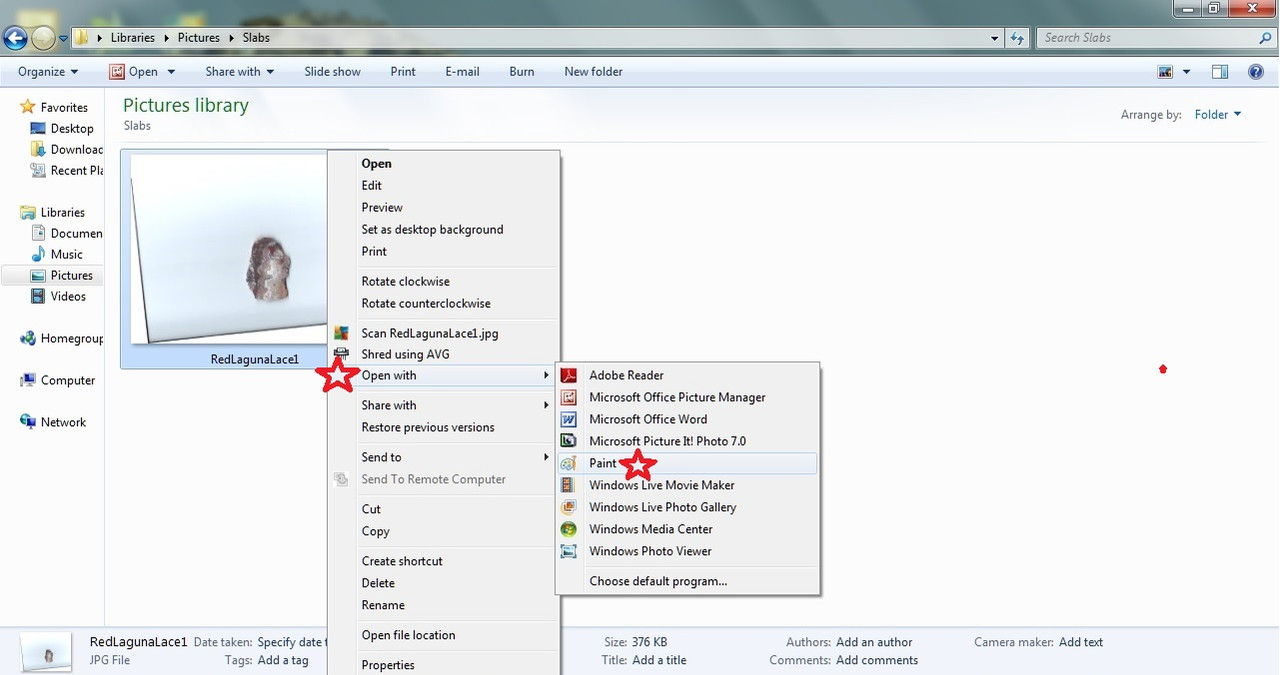 Step 8: Now with your scanned image opened in Paint go to the bottom right corner of the screen and correct the size so that the whole image of the slab is visible on your screen. (In the case of my image 50% was a suitable size.) Now go to the top tool bar and select the shape you desire from the template shapes available. (I selected oval for mine). 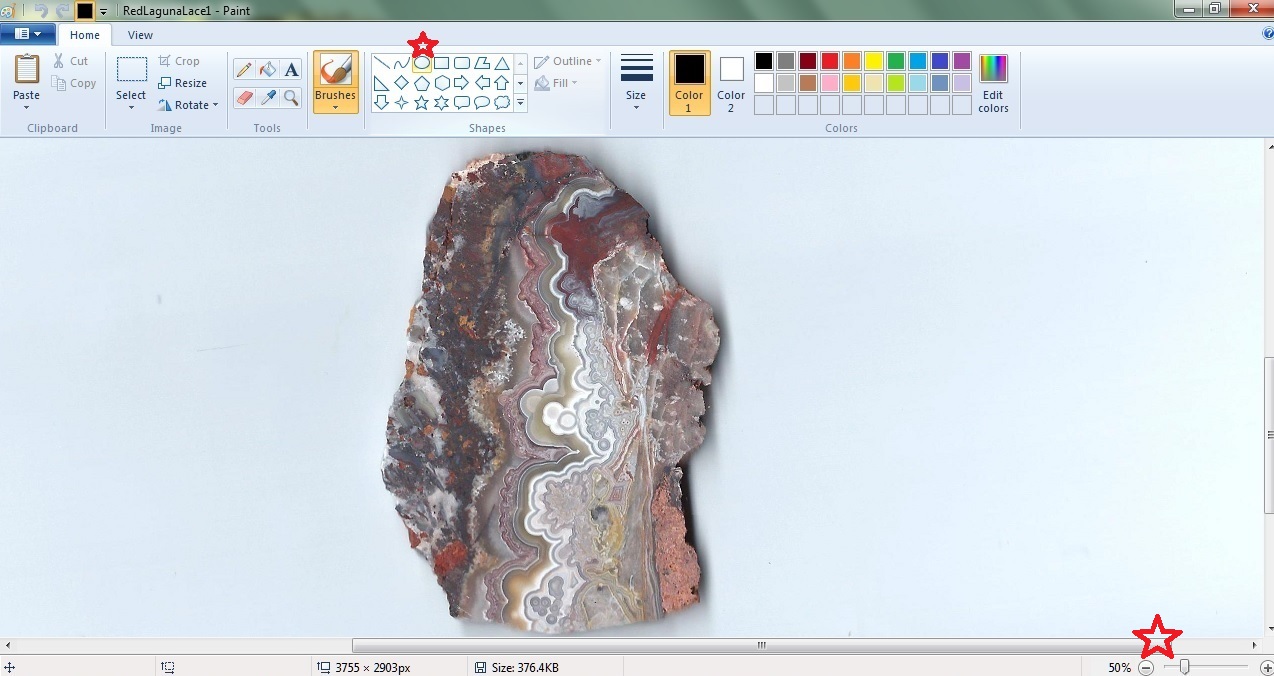 Step 9: Now using your curser and the left-click button of your mouse plot your chosen shape on the image of the slab. You can shrink, enlarge, or move the chosen shape by grabbing the dots on the rectangular frame box surrounding the chosen shape and moving them to the desired location. 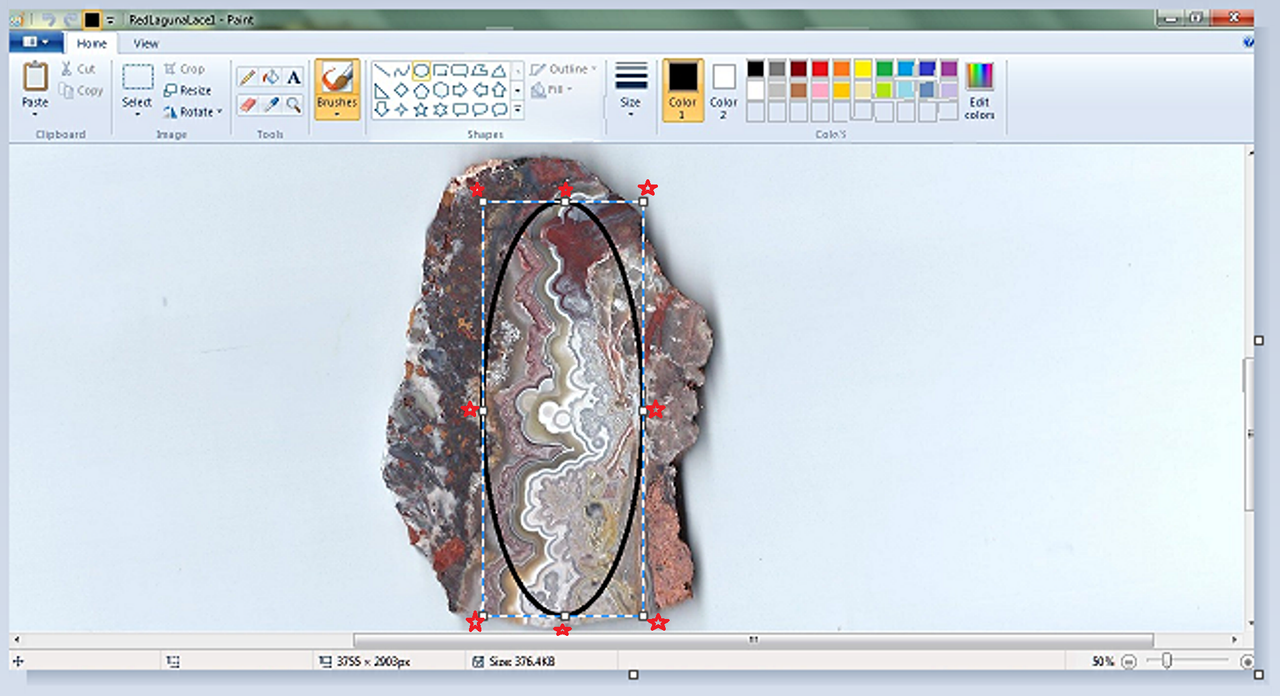 Step 10: Once you have the desired proportions and location of your chosen shape plotted on the image of your slab click on the drop down command box near the top left corner of the screen and select "Save As" and then in the next drop down box select "JPEG Picture" and then exit Paint. 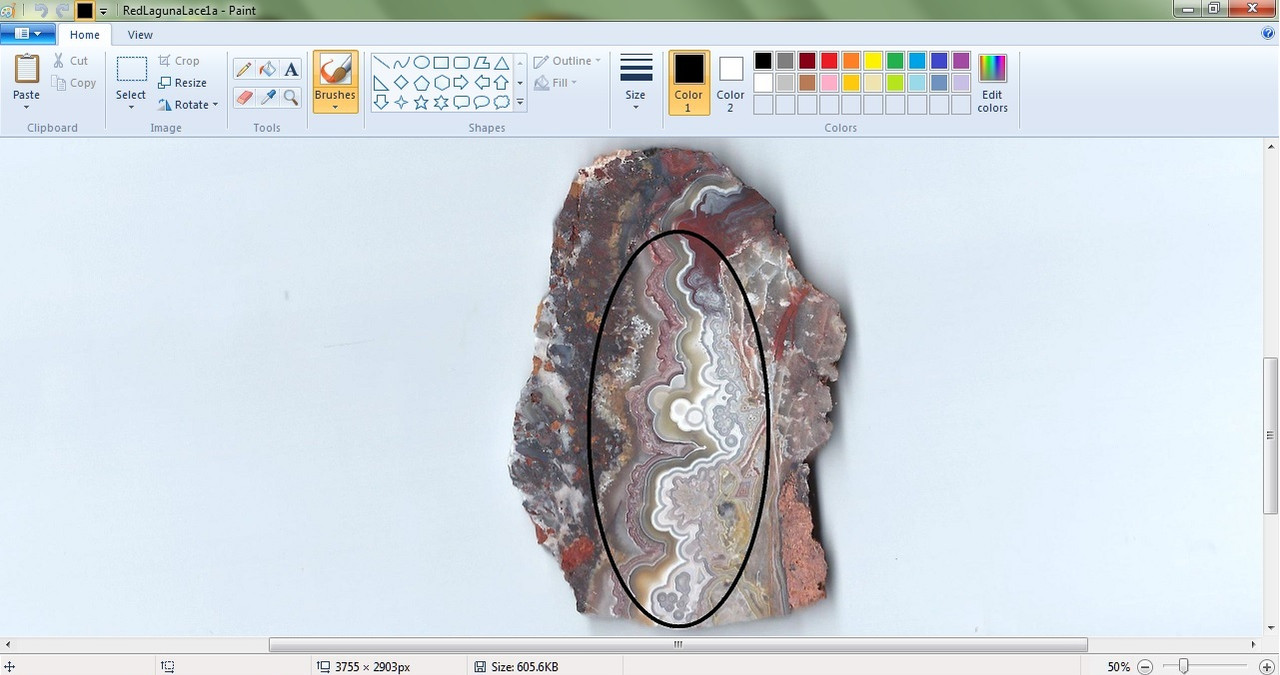 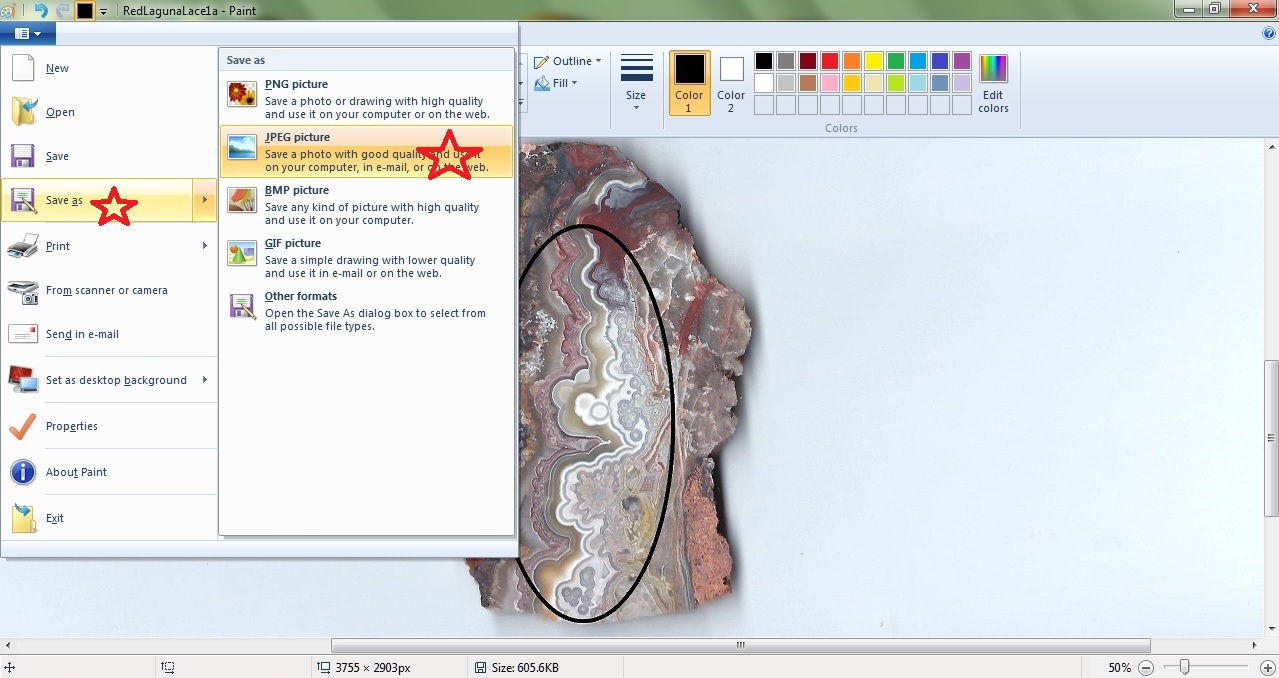 Step 11: Now go back to the picture folder your image is saved in and right-click on it and in the drop down command box select "Open With" and in the extended box select "Microsoft Office Picture Manager". Then select the "Rotate and Flip" function again and return the image back to it's original position where the top, bottom and sides of the original image scan are parallel with the top, bottom and sides of your screen box. This is important to do accurately in order to keep the image proportions accurate to the slab actual slab size for when you print your template. 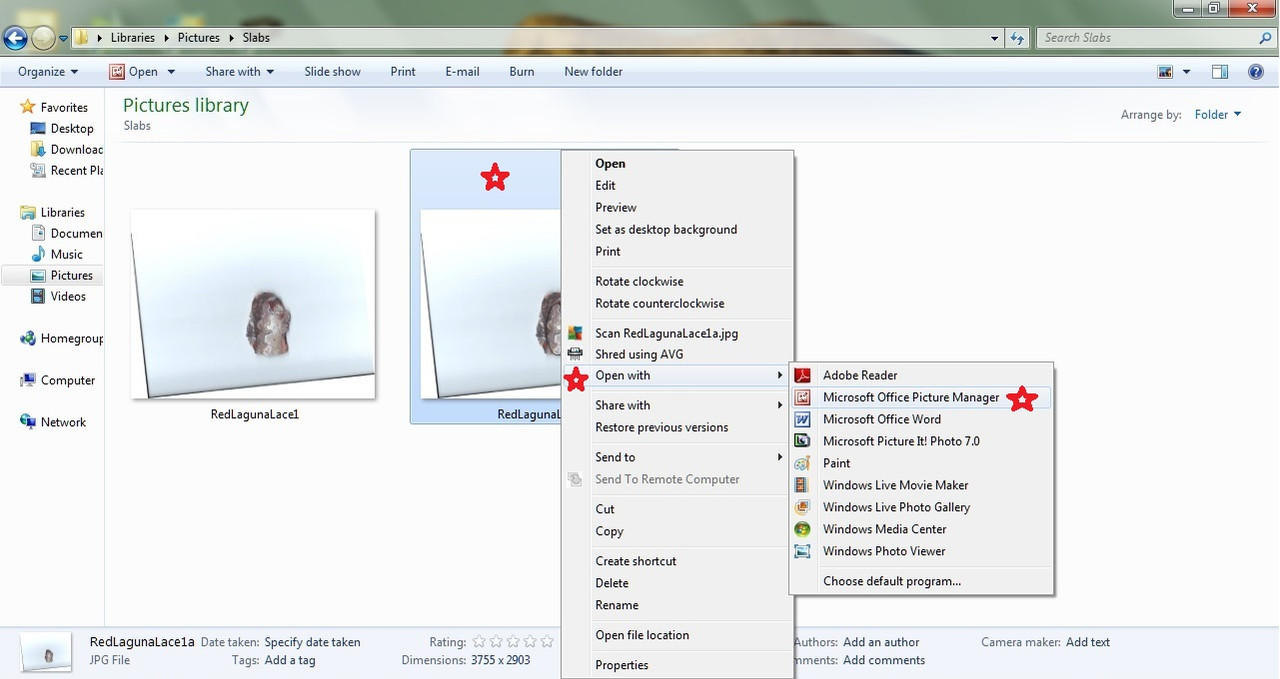 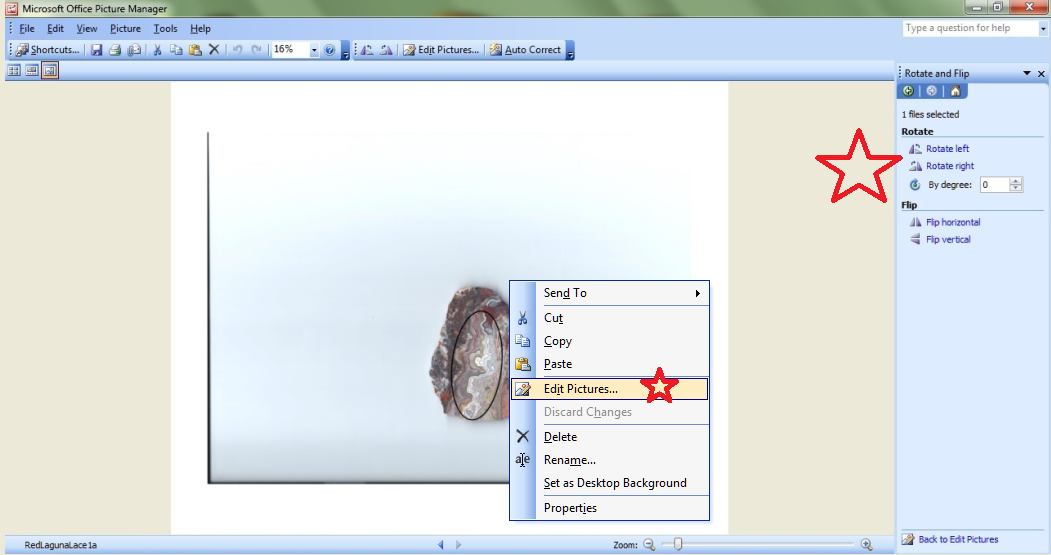 Step 12: Go back to the edit box near the top right corner of the screen and now select "Crop". And use the outline of the original scan borders to crop the image back to it's original scan size. Then click "Okay" and save changes. Now exit MS Office Picture Manager. 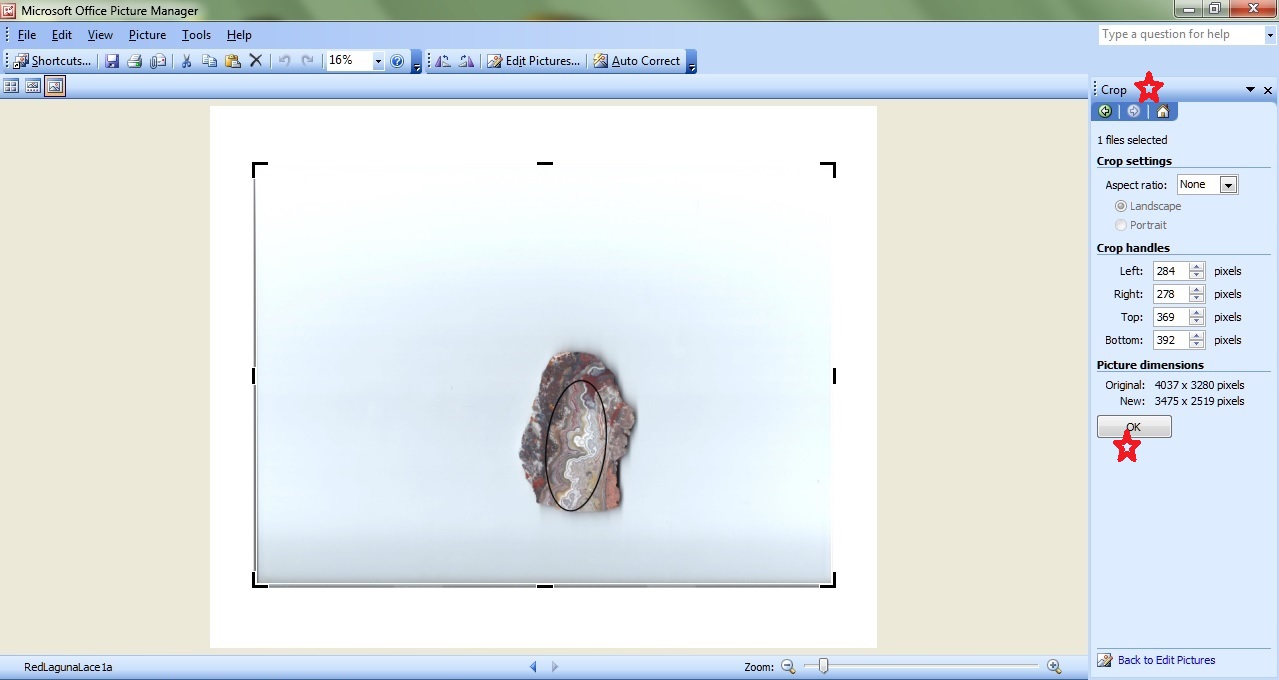 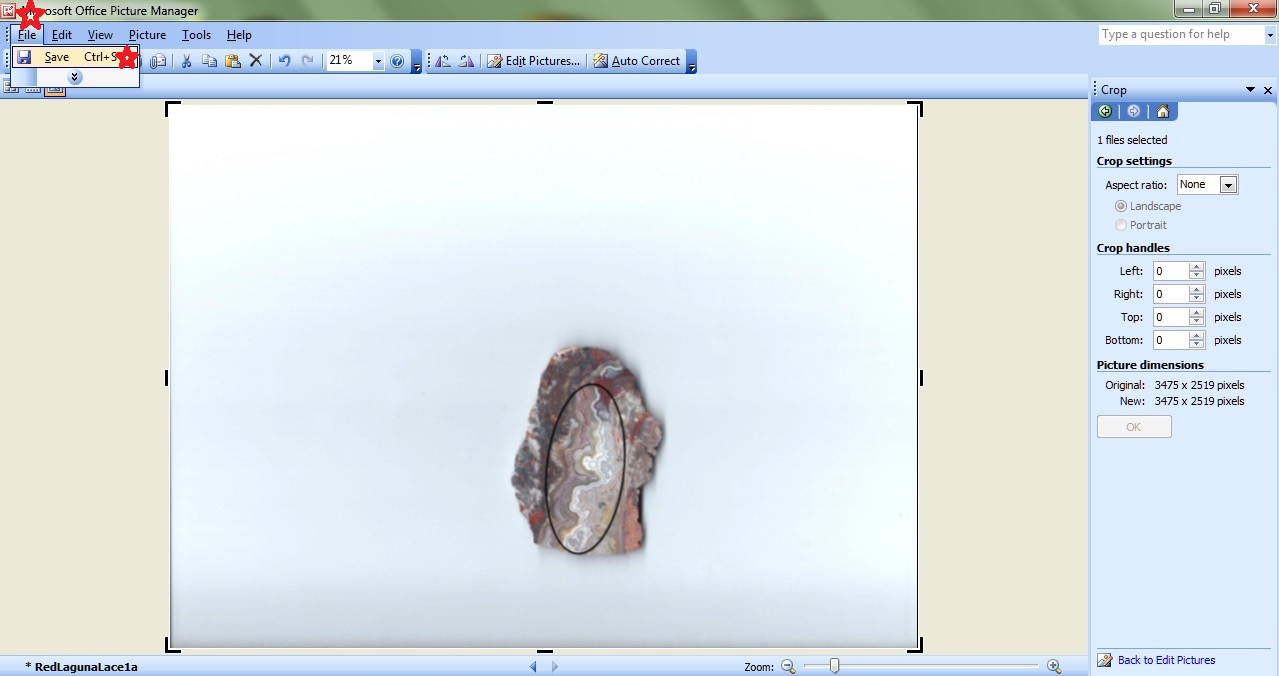 Step 13: Return to the picture folder your edited scan image is saved in and select the image and right-click on it and in the command box select "Print". In the "Print Pictures" format box select "Full Page Photo" and make sure the "Fit Picture To Frame" box is checked and then print. (I print mine in B&W but color is fine too - just costs more for the ink.) 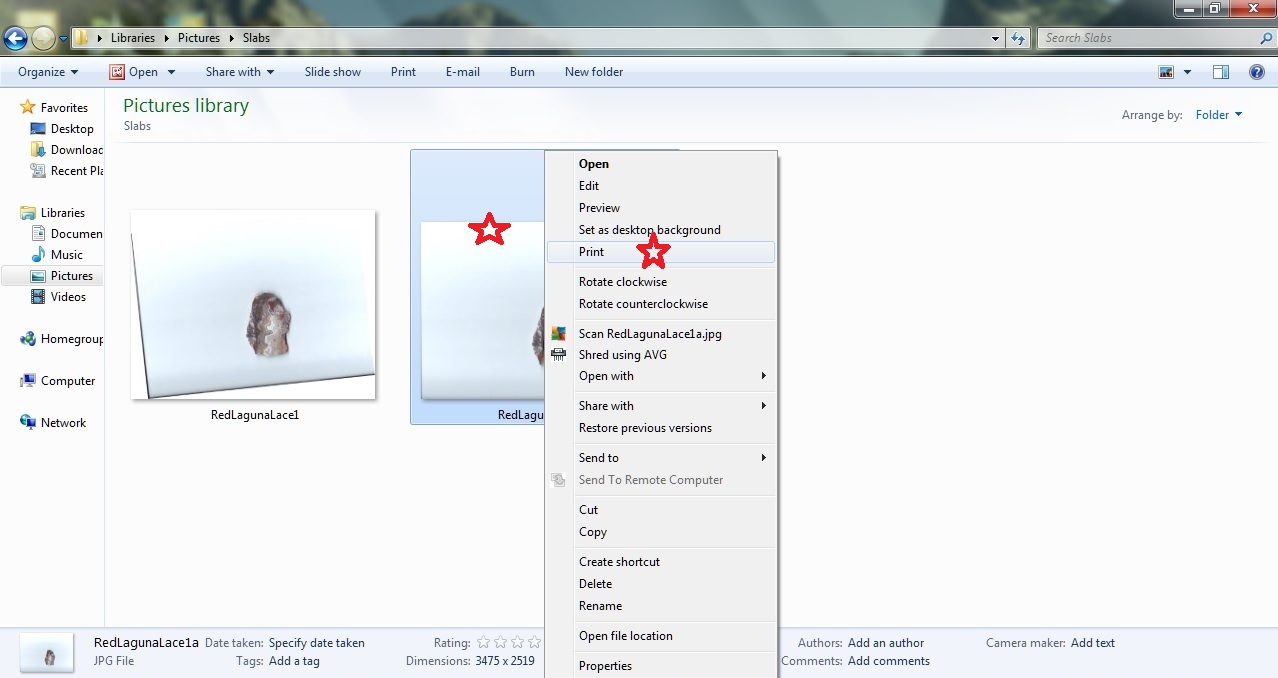 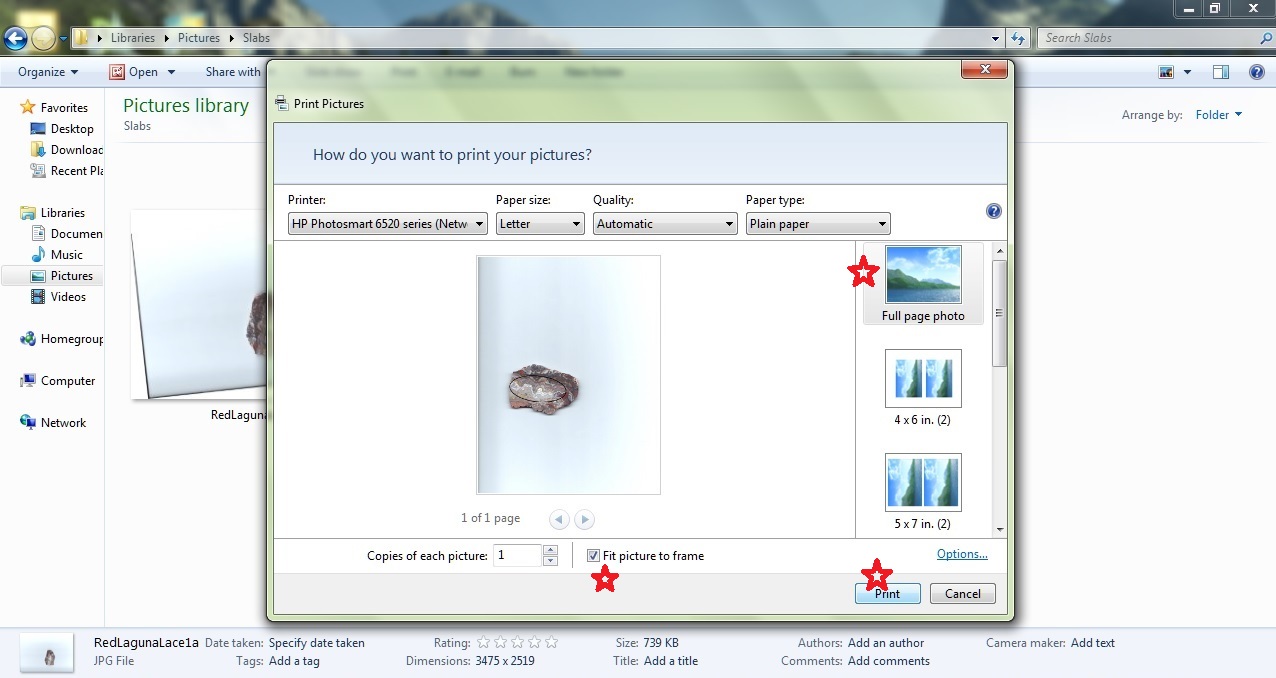 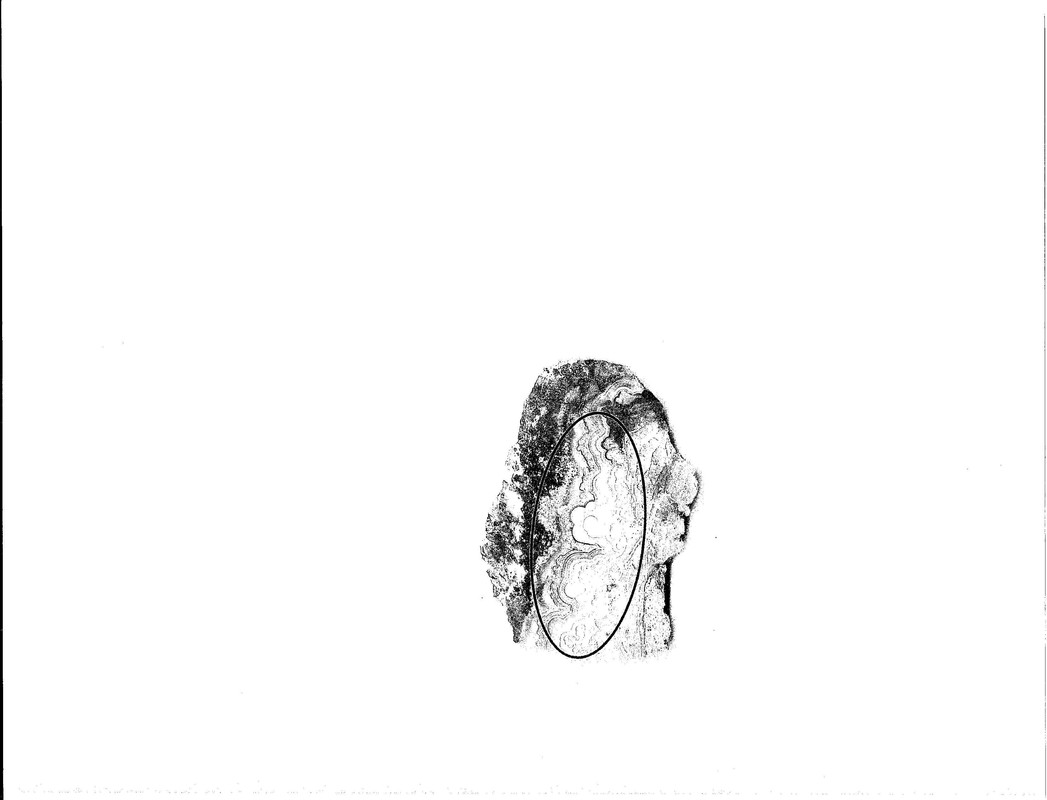 Step 14: Place the printed page on a scrap piece of paste board, or on a cutting board, and with a sharp x-acto knife trim along the line of your imposed template shape to make your paper template. 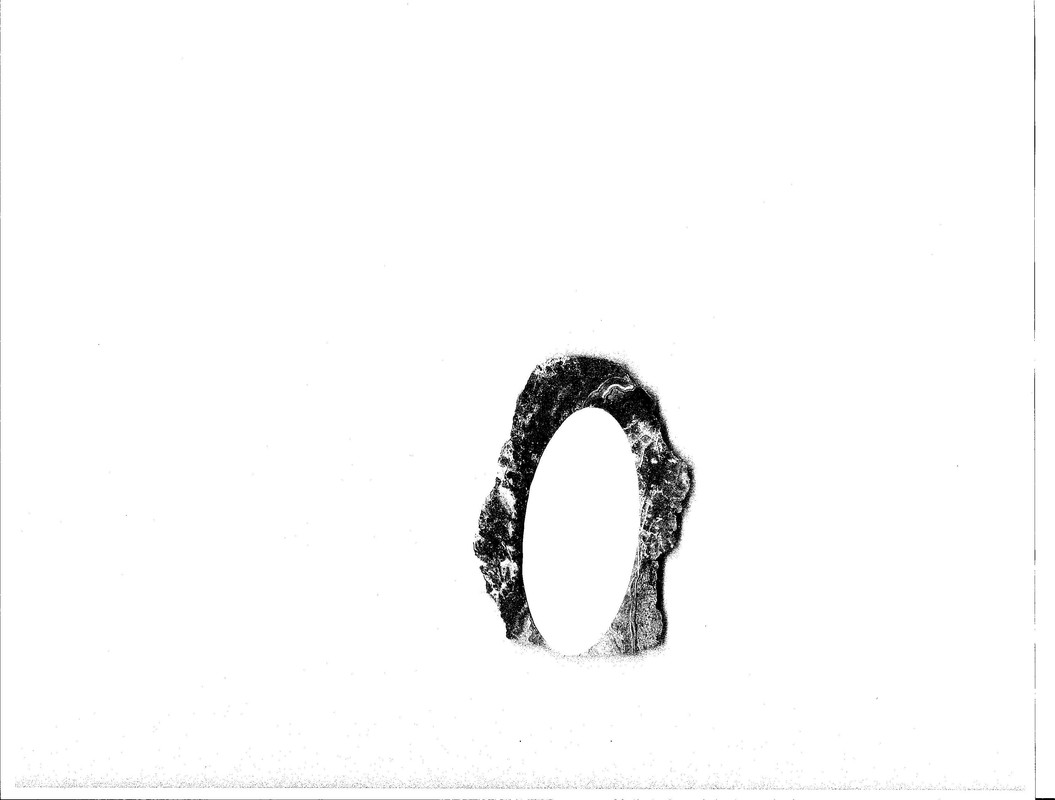 Step 15: Lay the paper template over your slab and line it up in the desired position. While holding firmly in place with one hand use a Sharpie Ultra-Fine pen (the one with the fine metal tip) to mark the image on the slab. Since standard printer paper is thin and delicate a light touch must be used when marking with the Sharpie pen or the pen will stray off course. Now you're ready to trim! 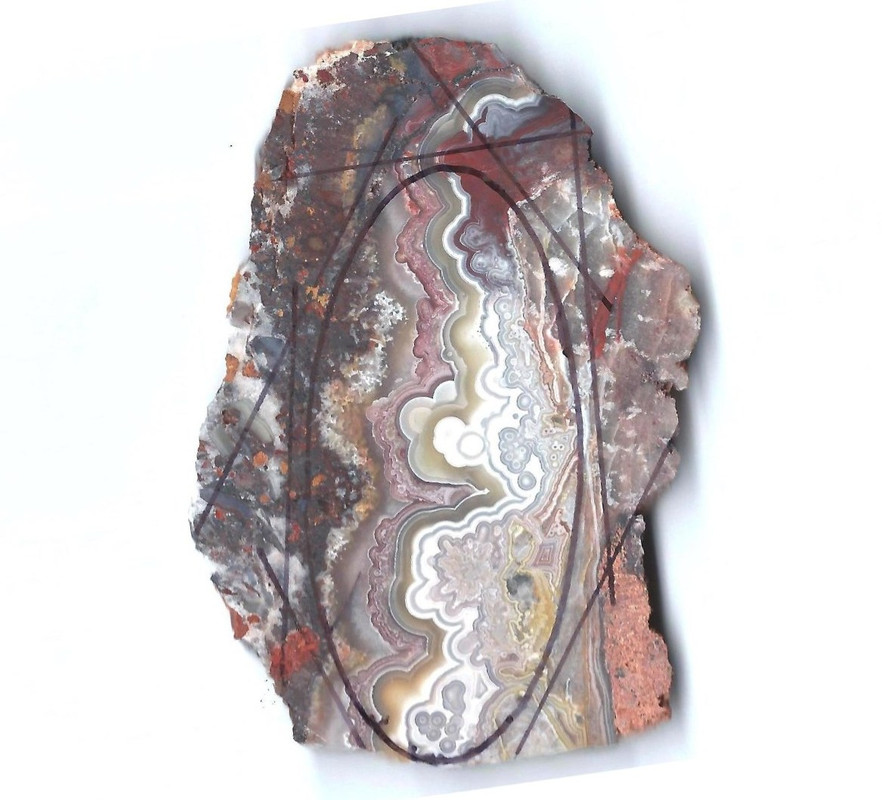 And here are a few more: 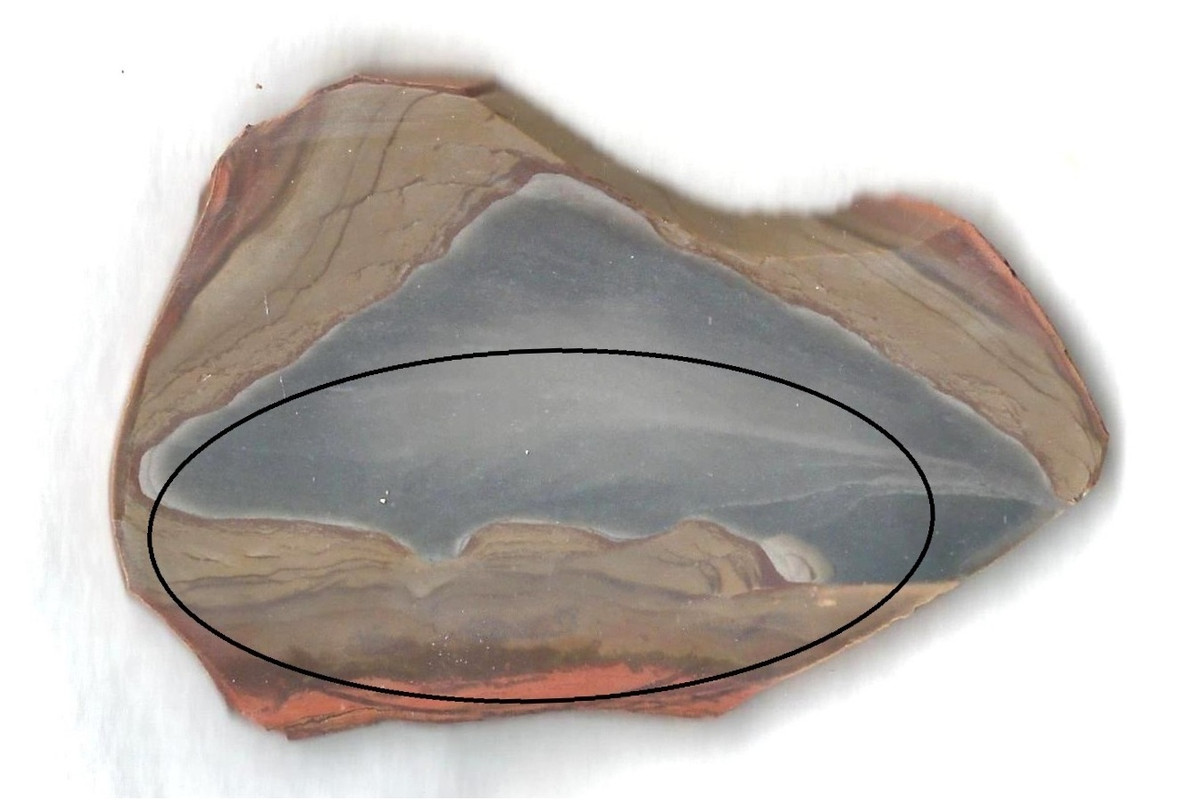 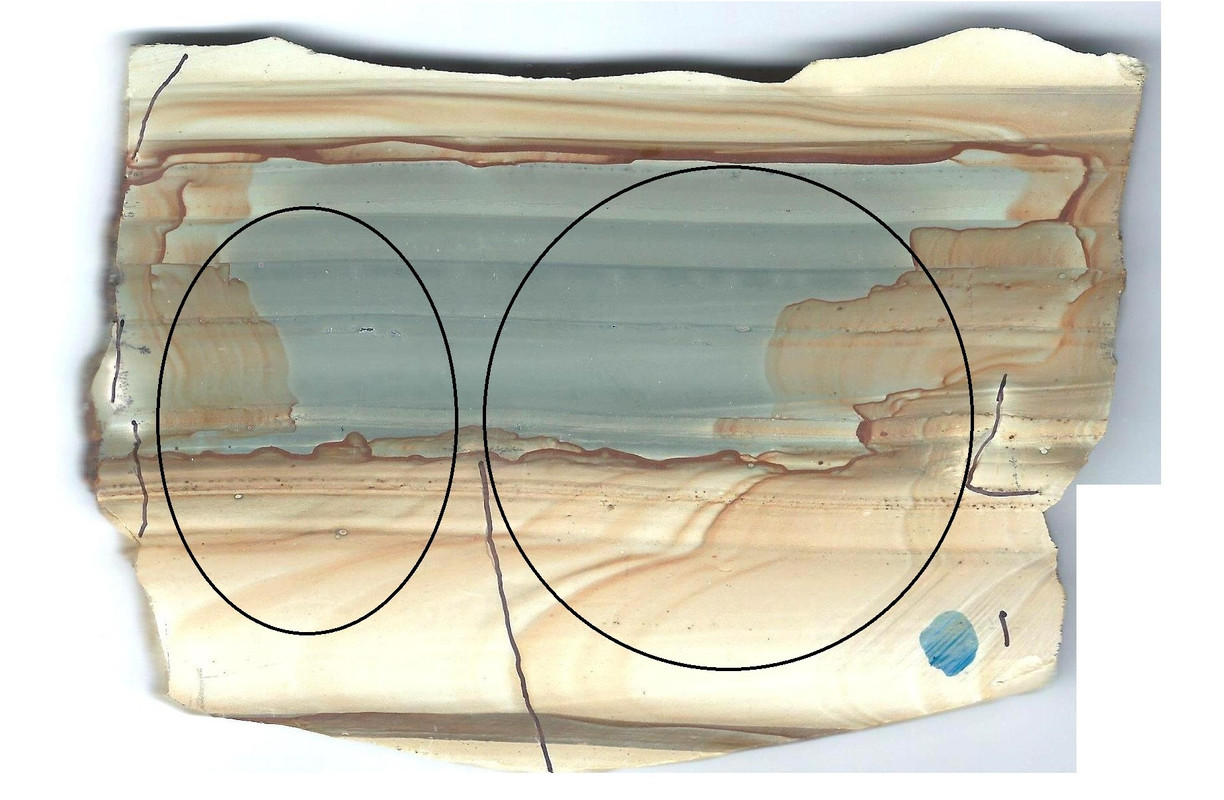 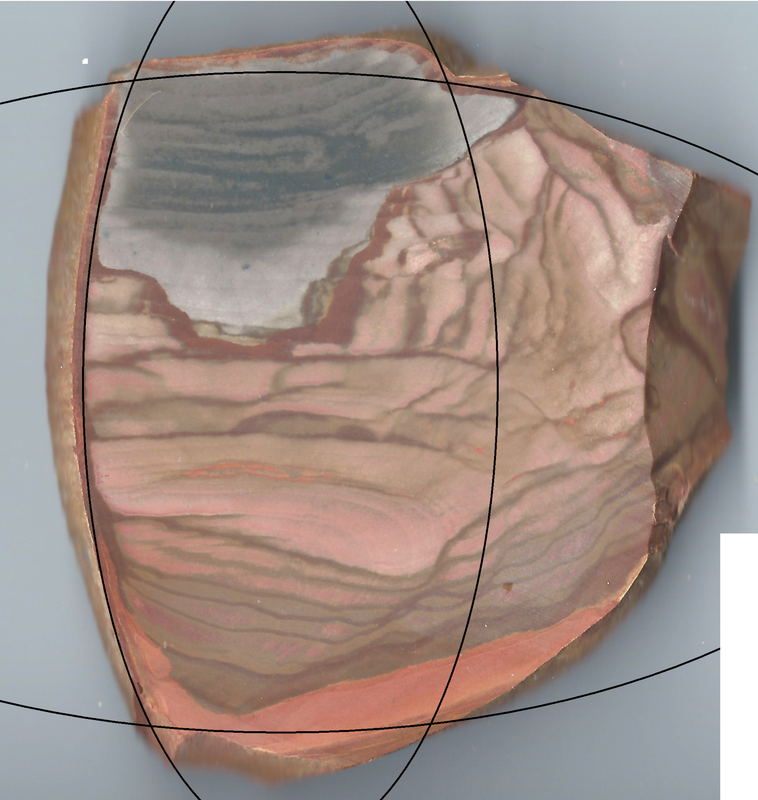 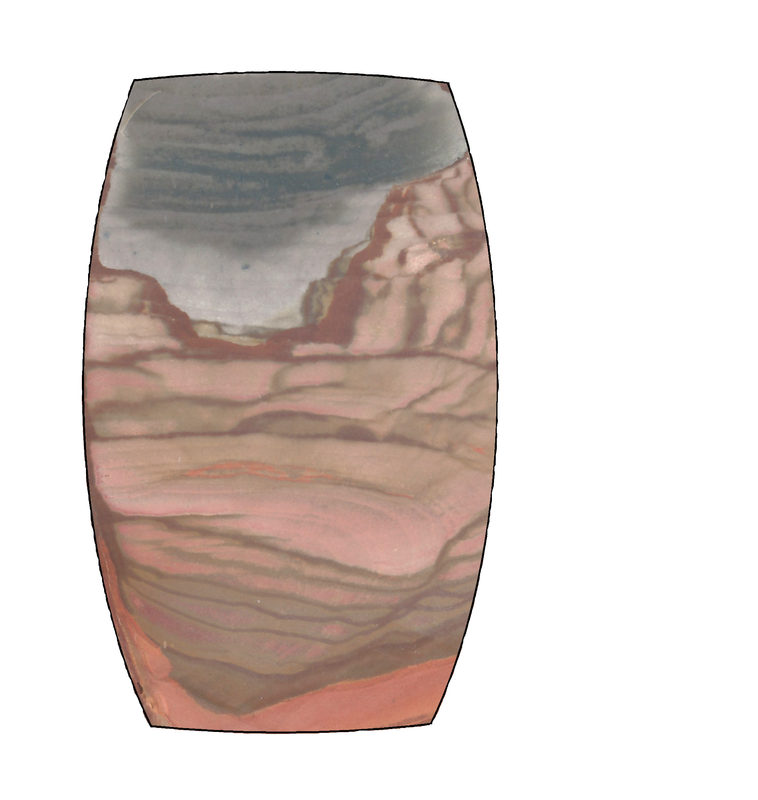 Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 17, 2018 16:39:16 GMT -5
This slab may be Rivera plume. I agree with Victor - Riviera Agate from Mexico. I believe this material has been mined out for about forty years now. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 14, 2018 20:28:58 GMT -5
I agree, you got a great polish and really highlighted the rock's scenic pattern. I am quite sure, however, that this is a piece of Disaster Peak, rather than Rocky Butte (not that it lessens your cab in any way). Thanks! You know, I had been wondering if it was actually Disaster Peak! I have some unslabbed pieces of that that bear quite a resemblance....I snagged this little slab on eBay under the title "Old Stock Rocky Butte" so figured the seller knew better than me since I've never had any other Rocky Butte. Lesson learned, thanks for the correction!!! I agree not Rocky Butte. But either Palomino or Disaster Peak. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on May 28, 2018 3:51:51 GMT -5
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on May 18, 2018 2:02:30 GMT -5
I have both the 10" and 6" Raytech saws and without going out to the shop tonight to pull off the switch box cover to check, I'm pretty sure both use a 4rpm motor for the power feed. Also they come wired from the factory so that the power feed motor will only turn if the power to run the blade is turned on as well. So if when the power feed lock lever is disengaged, and both switches are turned on, the threaded power feed shaft isn't turning then the first thing to check is to make sure that the set screws in the coupling that joins the threaded power feed rod to the power feed motor shaft are tight.
If the threaded feed rod does turn when the power feed lock lever is disengaged but doesn't when it is engaged then give the threaded power feed rod a good cleaning with a fine wire brush and 3-in-one oil or WD-40.
I've bought and sold several used saws and have found that more times than not if the power feed motor isn't working after the above then it's either a bad switch or the grease in the gear case of the power feed motor is dried up and preventing the reduction gears from turning. Replacement toggle switches are available at most good hardware stores. And the gear case on the power feed motor can be opened and the old grease cleaned out and replaced.
If all that fails, then it's new motor time.
Larry C.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on May 16, 2018 15:21:57 GMT -5
IMO don't walk away from this commission...RUN!!!!!!!!!
And I agree that the material in the photo looks dyed.
Larry C.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 27, 2018 0:47:03 GMT -5
> Unless there has been a recent design change on the Raytech Shaw machine, it doesn't accommodate > a dial gauge without modification. And IMO adding one would be a waste of time and effort. > The Raytech-Shaw/Imahashi type designs are about as hard-stop as a faceting machine gets. The Raydial thing didn't make sense to me. When all three feet contact the table the handpiece is down as far as it will go. No need to have a dial confirm it. Which is precisely why IMO adding a dial gauge to the hand piece would be a waste of time for this machine design. > ... Aligning the Shaw surfaces is similar to tramming a milling machine where its column is adjusted to be perpendicular with the x-y-z table. The perpendicular of the Shaw's handpiece platform can be tweaked with the four adjustment screws underneath. Not so if the handpiece platform isn't true. The adjustable set screws on the aluminum mounting bracket (that is mounted to the faceting machine base and which the hand piece table rod inserts into) only serve to adjust the angle of the steel rod that the round hand piece platform is mounted to. But the round hand piece platform rotates/swivels horizontally on bearings. So if the hand piece table gets warped or bent to where it is no longer a flat plane, or is no longer at a 90 degree angle to the steel rod mounted to the underneath side, then no amount of adjusting the set screws on the aluminum mounting bracket that the rod is inserted into on the base can correct that. In that situation the only way to compensate without ordering a new hand piece platform and rod assembly is to use a dial gauge mounted on a surface plate (while resting on the round hand piece table) to find the most level zone parallel to the lap platen, mark it, and then place the hand piece in that zone and use a large (preferably 1") flat dop mounted in the hand piece with the angle set at "0", and a machined flat lap mounted on the lap platen, and then adjust the three feet of the hand piece until the flat surface of the dop is sitting perfectly flat on the lap. Then always keep the hand piece aligned in that same marked zone when faceting. On a new machine or a well taken care of machine that will not likely ever be an issue. But if the hand piece platform assembly has ever been dropped, or anything too heavy has ever been sat on it, or if is was used repeatedly by someone using too much downward pressure, then it may be damaged "out of true". Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 26, 2018 9:03:12 GMT -5
....Anybody buying a Raytech, do yourself a favor and get a dial indicator...... Would there be any connection with your suggestion and this www.campbell-gemstones.com/raydial/ ? I searched for more info but it didn't go anywhere. Unless there has been a recent design change on the Raytech Shaw machine, it doesn't accommodate a dial gauge without modification. And IMO adding one would be a waste of time and effort. The Raytech-Shaw/Imahashi type designs are about as hard-stop as a faceting machine gets. So as long as even pressure is being exerted downward on the center of the handpiece repeatability on a row of facets is not a problem unless the handpiece platform, or the lap, or the lap platen isn't trued. In which case a dial gauge mounted on the handpiece isn't going to help anyway due to the rotational swivel movement of the handpiece platform. If buying a used machine a dial gauge mounted on a surface plate stand may be useful for checking/adjusting the alignment of a misaligned lap platen or for finding the most parallel (to the lap) zone of a warped handpiece platform table. But if buying a new machine neither of those scenarios will be an issue. And may not be an issue even if buying a used machine as long as the machine has been well taken care of. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 26, 2018 8:44:56 GMT -5
A faceting machine can make a precise angle of just about any kind, would definitely work for intarsia. Anybody buying a Raytech, do yourself a favor and get a dial indicator. And don't skimp on laps! The Havey tourmaline cutting video was lovely, but I don't think too many modern cutters use wax anymore. Faceting requires EXTREME patience, but the rewards are worth it. Many of us still use wax for at least one half of the stone. I use wax for the initial dopping for cutting the pavilion and then transfer using thick gel C/A glue. After the C/A glue cures put the assembly in the freezer for a few minutes and the wax dopped end let's loose without affecting the C/A glued dopped end. Others I know do the reverse and use C/A for the cutting of the pavilion and then transfer with wax into the cone or vee dop for cutting the crown. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 19, 2018 4:42:56 GMT -5
What about using 180 grit in the place of a 220? My understanding is that a 60 sintered cuts like 80 plated, so wouldn't that carry over to finer grits? Rons Rocks on ebay sells a 220 nova wheel as well, a couple people I know use them in the place of the 280. Does anyone sell sintered wheels with plastic centers like galaxy wheels? Solid steel would be too much for a genie. I wish I had ordered a 60 grit and a 180 grit instead of the 80 & 220 grit sintered. The steel hub sintered wheels are really heavy. If I remember correctly the 8" steel hub ones weigh over 17 lbs each. I don't know of anyone who makes a plastic hub sintered wheel but Inland's sintered wheels have lighter weight aluminum cores. inlandcraft.com/shop/sintered-wheels/sintered-diamond-wheels/And Covington is a distributor for a company that makes them with a sleeker, lighter weight design and which I believe also have aluminum cores. covington-engineering.com/supplies/ultimate-sintered-diamond-wheels/Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 19, 2018 4:34:24 GMT -5
I do the same but haven't tried my coarse SC on the 220 yet -- thanks for the reminder. I bought one of the white dressing sticks from K-N but it was totally ineffective. I reversed the wheel but it did no good. So I'll get out the trusty old black SC and give it a try next time I do any cutting. I'm waiting for warmer weather because I have arthritis in my hands too and having them in very cold water for long periods doesn't do them any good. How long was the delivery period on the Han wheels? Was the price good? BTW, I love my Neosint 60 despite the chipping. It really cuts down the time I spent doing stock removal with my old plated 80. Hope I can rekindle my love affair with the 220 after dressing it. Dressing them with SC does make a difference. I purchased mine from Hans back in 2011. And at that time his 8" x 1.5" sintered wheels were $200 each regardless of grit size. Delivery time was only a few days from China (via DHL shipping if I remember correctly). But shipping costs were really expensive. Since then Hans has adjusted his prices and shipping. He now sells on Amazon too. He doesn't show a 30 grit wheel but on Amazon he sells his 8" x 1.5" 60 grit sintered wheel for $299 w/free shipping and his 6" x 1.5" 60 grit sintered wheel for $229 w/free shipping. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 18, 2018 19:58:32 GMT -5
I use a 60 grit Neosint for initial stock removal on agate and jasper and it chips preforms pretty severely, so I think a 30 grit would be much worse. I also use a 220 Neosint and am disappointed with it because it's cutting action has slowed down far more than it should have in the time I've been using it. I use it mainly for scratch removal on the dome. My temporary solution is to run a newish and much cheaper plated 220 which I already had for final edge-shaping. I don't like large bevels on cab bottoms so it works well in cutting a final crisp edge. Don't quite know what I'll do when the plated wheel slows down. I have an idea or two but haven't proven them out yet. Have you tried dressing your 220 sintered wheel? Sintered wheels can glaze over and need dressing just like a diamond saw blade. I cut old SC grinding wheels into 1.5" square bars and use them to sharpen my diamond saw blades. I then save the slices of the SC bars that result from sharpening my slab saw blades and use them to dress my sintered 80 & 220 grit wheels with when their performance slows. After dressing mine cut just like they did when they were new.  Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 18, 2018 16:03:17 GMT -5
Thank you James for taking the time for such a detailed response! The minor edge chipping you show on your glass cabs caused by the 60 grit sintered would be acceptable as they appear they could easily be removed with back-beveling.
I had considered going with the 60 grit sintered. But am not sure if there would be enough of a difference (time usage wise) between a 60 grit sintered and the 80 grit sintered to get me out of the woods so to speak. Reason being due to osteoarthritis, the last time I preformed a large number of hard material cabs in one afternoon it took my hands a couple of weeks to recover back to normal. And that was even with having used a tool rest in front of the grinding wheel to brace the slabs on.
So I'm looking to severely shorten the time it takes to preform cabs to their outer profile shape. At 2x the grit size of a 60, and nearly 3x that of an 80, a 30 grit sintered should be plenty aggressive enough to shorten usage time. But if it causes excessive edge chipping the additional work required for removing the chipping at later stages, especially when polishing the backs, may negate the wheel time and hand fatigue saved during the preforming stage.
Those 30 grit sintered wheels are so costly I was hoping that before taking the plunge that someone here may have tried one and could share their experience with it.
P.S. Your glass cabs are beautiful! You should do great with them!
Larry C.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 13, 2018 0:47:12 GMT -5
I've been using a Han's 80 grit sintered wheel for preforming but would like something more aggressive for preforming the outer profile shape of trimmed slabs prior to doming. I'm considering a 30 grit sintered wheel but am concerned that diamonds that coarse might cause chipping on the edges of the preform. Has anyone here used a 30 grit sintered wheel and was edge chipping an issue?
Larry C.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 9, 2018 16:33:12 GMT -5
QuailRiver I have sent an e-mail asking about the Arbor but the e-mail bounced back. Maybe I will call today. Can you tell me what the cost was? Thanks The cost for the new arbor/bearing assembly was $105. Not sure why the email is kicking back but if you have any other questions that you don't wish to post in the open forum then you can use the "Message" function of this site linked at the blue bar near the top of the page. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 9, 2018 1:28:16 GMT -5
I don't think it is chert. It has some areas of plumes and also a couple green crystal cross sections embedded in it which are probably chlorite quartz, which is found in some localities in the piedmont regions of NC and Va.. To my eye it more resembles a type of seam agate. Larry C. I happen to live in what is considered the southern Piedmont of NC. You couldn't point me in the direction to find stuff like that, could you? All I ever see is blue slate, white quartz, and clay rock. Rougemont Quarry in Durham County, North Carolina is one of the best known collecting localities for Chlorite Quartz. But back when I used to do a lot of artifact hunting back in the late 70s and early 80s I used to find pieces in plowed fields in eastern Guilford county and western Alamance county. Even found some artifact fragments made from Chlorite Quartz with asbestos and actinolite inclusions. And a guy I used to know found some nice specimens on his grandmother's farm in Martinsville, VA.. There was also a location near Denton, NC for it mentioned in June Culp Zeitner's "Appalachian Gem trails". A lot of the old favored rock and gem collecting localities in NC are no longer accessible to the public. So the best way to get access to the areas that still allow it is through a local mineral club with an active field trip program. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 8, 2018 23:46:22 GMT -5
I don't know what types of materials you are cutting but I can't imagine using 4 gallons of oil or having to clean a 10" saw four times during 16 hours total of use. And I'm pretty fussy about keeping saws clean. I use the brown paper grocery store bag method for cleaning my oil. I have a couple of these 3 gallon plastic buckets from Lowes www.lowes.com/pd/Encore-Plastics-3-5-Gallon-Residential-Bucket/3064343 and have drilled several 5/8" diameter holes in the bottoms. Then line the inside of them with a standard brown paper grocery bag and insert the 3 gallon pal with the paper bag liner into a 5 gallon plastic bucket similar to this: www.lowes.com/pd/Encore-Plastics-5-Gallon-Commercial-Bucket/3083565 Then pour the oil into the paper bag lined 3 gallon pail and let it sit overnight. The handle-shoulder of the 3 gallon bucket rests on top of the lip of the five gallon bucket so you can clean about 2.5 gallons of oil at a time with this set up. As long as there are no holes or tears in the brown paper grocery bag the oil will filter through very clean and can be reused and filtered many times with little loss. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 8, 2018 23:20:43 GMT -5
Also forgot to mention check for machining burrs on the new arbor if your order one. My new one had a burr on the 5/8" diameter shoulder where the blade mounts and had to be filed off before the blade could be mounted properly.
Larry C.
|
|



















