Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 18, 2016 12:05:44 GMT -5
Wear thick cloth bandaids. The bandaids are for *after* a day of rough shaping... aren't they? haha. Sometimes I think my fingers touch the wheels more than the rocks do lol. But seriously my question is about the space between blades. What's the science behind it? Has anyone done a study about the advantage gained with a space and where the point of maximum efficiency lies in a larger space vs. small? Is 10 blades with no spaces equal to an 80 grit wheel whereas 10 blades with an 0.03 space are equal to a 40 grit... No. not to that degree. Everyone is waiting for jamesp to do it.  captbob captbob had a link to a "study" done by a club somewhere. Bob, perhaps you have that one again? I think that the result was the spacers gave "sand" rather than rock dust using similar blades with and without spacers. Think of it this way. A single blad will make little chips wider than the blade itself. Yes? Spacing the blades apart allows each blade to make that chipping. My opinion is a spaced blade supergrinder is far to aggressive for preforming cabochons. Stacked blades are what we use at class for cabs. |
|
jamesp
Cave Dweller 
Member since October 2012
Posts: 36,179
|
Post by jamesp on Dec 18, 2016 12:09:57 GMT -5
Seems like the rock between the blade spaces would break away removing more material.
Since most rock is brittle.
A blade and then a space the width of a blade and then another blade, etc etc.
As long as the spacing was not too wide. Twice as much rock removed, half by diamonds cutting and half by breaking away.
Like cutting a lap joint in a wood beam. Cut the beam with a Skilsaw every 1/4 inch and then hammer out the wood between the cuts.
Suppose it depends on the level of aggressiveness you want.
What Scott said:
"A single blad will make little chips wider than the blade itself. Yes? Spacing the blades apart allows each blade to make that chipping."
30 grit wheels at 10,000 RPM vs 1500 RPM are two different animals when it comes to chipping on diamond cup wheels.
Consider slower speeds for less chipping.
And even worse with cup wheels if they get out-of-round out causing bouncing.
|
|
|
|
Post by captbob on Dec 18, 2016 12:10:24 GMT -5
|
|
Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 18, 2016 12:19:36 GMT -5
|
|
unclesoska
freely admits to licking rocks
 All those jade boulders tossed in search of gold!
All those jade boulders tossed in search of gold!
Member since February 2011
Posts: 934
|
Post by unclesoska on Dec 18, 2016 12:46:00 GMT -5
It's been said that an experienced mechanic knows where to put the bandaids before he starts a job. Same might be said re: Lapidaries.  |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,179
|
Post by jamesp on Dec 18, 2016 13:44:50 GMT -5
Concern about uneven wear causing bouncing. How to dress a high speed diamond grinder of any type ? Is there such thing as a truing pad for diamonds ? This 4 inch wheel was soft and lasted 2 months. Rated for granite. Binding matrix too soft for agate. It is wearing unevenly. Can happen to most any grinding wheel.  turned 180 degrees, not as deeply worn  This is a 7 inch diamond cup and has been running for two years and has a lot of life left. It too has uneven wear but has less noticeable bouncing perhaps because the grinding surface is perpendicular to the axis or it is less a difference in wear.  This 4 inch cup lasted several years and was retired due to wearing thin.  |
|
Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 18, 2016 14:59:28 GMT -5
jamespStacked blade supergrinder wheels at class have been operating for over 25 years!
|
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,179
|
Post by jamesp on Dec 18, 2016 15:13:23 GMT -5
jamespStacked blade supergrinder wheels at class have been operating for over 25 years! Do they have to true them ? Do they get out of round ? |
|
Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 18, 2016 16:49:51 GMT -5
jamespStacked blade supergrinder wheels at class have been operating for over 25 years! Do they have to true them ? Do they get out of round ? There are four sets. One got destroyed because a perfect sized ball got wedged underneath, while the mass was spinning full pop. That had to be ugly for the operator. I wasn't there that week. The rest seem to wear in and out of flat surface. Nothing dramatic. Just from flat grinding area to slight concave and back. The 2 reserved for cabs are thin blades and only 6 of them. No spacers. Way less aggressive. If one were to get slightly out of round, the work rest is so stable that use would probably bring it back. I think a silicon carbide grinding block can be used to true. we only need remove matrix and the diamond is lost. We aren't removing diamond as the target. |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,179
|
Post by jamesp on Dec 19, 2016 9:21:34 GMT -5
@shotgunner
Do you use water with them ?
|
|
Tommy
Administrator 
Member since January 2013
Posts: 12,684
|
Post by Tommy on Dec 19, 2016 11:36:03 GMT -5
Do they have to true them ? Do they get out of round ? In the captain's article they talk about truing them up by loosening and spinning the blades in relation to each other. "An unexpected benefit of having the wheel made of stacked blades is that the wheel can be effectively “trued up” by just loosening the compression on the blades and rotating them separately. This needs to be done about once every four months because the “bumping” of big rocks against the blades causes them to wear out of round, but truing the wheel takes only minutes to do." |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,179
|
Post by jamesp on Dec 19, 2016 12:32:37 GMT -5
Do they have to true them ? Do they get out of round ? In the captain's article they talk about truing them up by loosening and spinning the blades in relation to each other. "An unexpected benefit of having the wheel made of stacked blades is that the wheel can be effectively “trued up” by just loosening the compression on the blades and rotating them separately. This needs to be done about once every four months because the “bumping” of big rocks against the blades causes them to wear out of round, but truing the wheel takes only minutes to do."Well Tommy that is a serious bonus to using stacked blades. Very clever. Been grinding (as a welder) for many moons. Never met a grinding wheel that did not get out of round. A truing wheel for an AO/SiC bench grinder uses stacked layers of (tungsten carbide guessing ?) to true wheels for exact same reason.  |
|
juzwuz
has rocks in the head
Member since April 2010
Posts: 526
|
Post by juzwuz on Dec 19, 2016 15:38:20 GMT -5
|
|
|
|
Post by pauls on Dec 19, 2016 15:39:49 GMT -5
Those truing wheels are just steel, they operate by belting the crap out of the high spots as those teethy things whizz around. They wear out fairly quickly but replacement teethy wheels are cheap.
25 thou between the blades in that club article. No need to reinvent the wheel, everything you could need to know in that.
Thats a good idea having one of those in the club to save wear and tear on the plated wheels.
|
|
|
|
Post by captbob on Dec 19, 2016 19:28:08 GMT -5
When I used small plastic spacers between the blades, the super grinder worked a lot faster. What did you use for spacers? |
|
juzwuz
has rocks in the head
Member since April 2010
Posts: 526
|
Post by juzwuz on Dec 21, 2016 14:39:46 GMT -5
When I used small plastic spacers between the blades, the super grinder worked a lot faster. What did you use for spacers? I seem to remember using a LDPE (low density polyethylene) sheet which was 1/16" thick. I cut out a rough circle maybe 3 inches in diameter and then drilled a hole in the center for the shaft. I can take a couple of better pictures once I get home. |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,179
|
Post by jamesp on Dec 25, 2016 7:43:18 GMT -5
Asking another question : What shaft to use on super grinder ? I am not so sure I want to pay a local machine shop to bore 7 inch or other saw blades from 5/8" to a 1" hole. I say start with a new machine with a 5/8" shaft. Like this long bolt with 5/8-11 threads. Or preferably a 5/8 solid steel rod with 5/8-11 threads accurately chased at a machine shop. Use two standard 5/8-11 nuts to clamp the saw blades. That way you can interchange any type blades with a 5/8" hole. Or thread on various diamond cups and diamond blades that are not saw blades with coarser/finer diamonds. Add a guard and supply water. El cheapo and basic construction project. 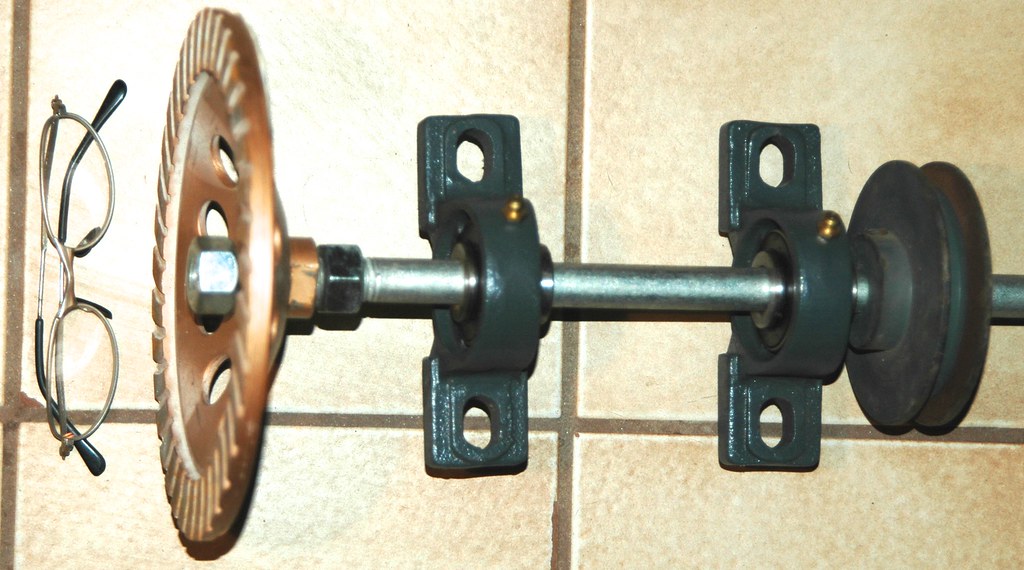 Many 5/8-11 threaded diamond tools are being produced these days that could be screwed on a 5/8-11 in a minute's time. Crack chasers  Contour cutters in some cases made solid one piece sintering s  Even 4-5-7 inch velcro backed diamond pads holders use 5/8-11 threads if you wanted to face polish from the side.  Tuck point diamond blades, pre-stacked  Standard tuck point blades  Bunch of other configurations out there. And more being made as the sintering technology is growing rapidly using 5/8 bore/threads. |
|
|
|
Post by wigglinrocks on Dec 25, 2016 11:29:52 GMT -5
5/8 shaft is what I have so that is what I plan to use . Like you said James , big variety of blades , wheels ,etc. |
|
Deleted
Deleted Member
Member since January 1970
Posts: 0
|
Post by Deleted on Dec 25, 2016 21:05:13 GMT -5
Only one nut required.
The blade is threaded and the rotation keeps it tight on the first nut.
|
|
|
|
Post by captbob on Dec 25, 2016 21:21:52 GMT -5
The one operating the on/off switch? |
|













 Drifting along with the tumblin' tumbleweeds
Drifting along with the tumblin' tumbleweeds